Michael Heglin, Lambda Physik USA Inc.
Both manufactured (polycrystalline) and natural diamonds are finding an ever-increasing variety of industrial uses in such applications as drawing wire, extruding fibers, cutting hard-to-machine materials and producing precision surgical instruments. Shaping the raw diamond material into usable tools has not been easy, though, because of its natural hardness.
The main processes used to machine diamond-based materials into their final shapes are electro-discharge machining and lasers. The first type of system comes in two forms: a traveling wire machine for cutting and a ram type for producing holes. After rough shaping with this process, secondary finishing must bring the cut surfaces to the required smoothness, edge configuration and sharpness. This finishing process, involving polishing with various grades of diamond dressing wheels, is expensive and time-consuming.
If the application calls for cut widths or hole diameters of less than 100 μm, the laser becomes the method of choice. Laser micromachining of diamond — as well as other hard materials, such as sapphire, cubic boron nitride, carbide and ceramic — has been in use for several years. However, recent requirements call for these materials to be produced with a smoother surface finish to reduce or eliminate secondary processing.
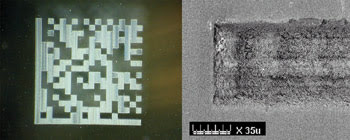
Lambda Physik’s PowerGator diode-pumped Nd:YAG laser produces a cut of equal smoothness through both the carbide backing material and the thinner polycrystalline of the chemical-vapor-deposited diamond top layer (a). Surface finishes also are good in natural diamond (b).
Working with a diode-pumped Nd:YAG laser operating at either 355 or 532 nm, it is possible to cut with equal smoothness through both the carbide backing material and the thinner polycrystalline of the chemical-vapor-deposited diamond top layer. The resulting edges have a high degree of sharpness and little evidence of thermal melt. The good surface quality results from the 15-ns pulse duration that produces a peak power of 66 kW. Material is removed at a rate of up to about 5 μm per pulse with the laser operating at up to 15,000 pulses per second. Good surface finishes also are possible in natural diamond.
Cut profiles can be programmed into a computer-driven motion system consisting of a multiple-axis precision stage that could include a two-axis galvo scanner head to steer the beam. This system provides the flexibility to create straight and contoured cut profiles as well as piercing holes. Hole diameters of less than 60 μm can be made through up to 3 mm of thickness.
Contact: Michael Heglin, director of new business development, Lambda Physik USA Inc., Fort Lauderdale, Fla.; +1 (954) 677-3668; fax: +1 (954) 486-1501; e-mail: [email protected].