Oliver Haupt and Frank Gäbler
A new subnanosecond operating regime outperforms fiber lasers – at a lower cost than ultrafast, mode-locked lasers.
The demand for high-precision marking continues to grow, particularly driven by various microelectronics applications. Cost-effective lasers with pulse widths of several hundred picoseconds appear to be particularly well placed to satisfy the needs of these applications by offering a unique combination of favorable marking and cost characteristics.
Several laser technologies currently service a range of marking applications. Typical examples include producing identifying marks and logos on consumer products, making serial numbers and bar codes for production tracking and inventory control of parts and products, and placing anti-counterfeit marks on high-value products, including watches and even gemstones.
Recently, the precision end of the laser marking market split in two. The first segment includes “generic,” lower-cost applications, which typically rely on fiber and Q-switched DPSS (diode-pumped solid-state) lasers, and the second comprises high-value specialty marking applications, requiring state-of-the-art ultrafast (picosecond) lasers. Now, a new class of economical, short-pulse Q-switched lasers is combining picosecond marking performance with nanosecond laser pricing.
Precision marking basics
Precision laser marking is distinguished from other types of marking by two features. First, precision marks are typically physically small, ranging from just tens of microns up to around 10 mm. Second, precision marking must usually be accomplished with minimal peripheral thermal effects to the surrounding material, particularly in the case of marking semiconductor wafers or microelectronics parts. Thus, this type of marking is seen as distinctly different from marking of nameplates and presentation plaques, which is usually performed using CO2 lasers in the 10- to 100-W range.
Precision marking has long been dominated by Q-switched DPSS and fiber lasers having nanosecond output pulse widths. The combination of mode quality and relatively short wavelength allows DPSS lasers to be focused to small spot sizes, enabling the production of minute or high spatial resolution marks. Although fiber lasers cannot always match the mode quality of DPSS lasers, they often deliver a cost advantage. In both cases, the preferred operating wavelength is the near-IR fundamental because it minimizes laser cost.
Frequency-doubled green output is used for surface marking of materials such as semiconductors, where the near-IR wavelength would penetrate too deeply and potentially cause functional damage to the underlying circuits. Despite their higher cost, ultraviolet DPSS lasers are sometimes used for high-value plastic marking applications where the material is too transparent at visible and near-IR wavelengths.
In recent years, near-IR ultrafast lasers have begun to be used for very high value applications. They are used when the application requires very high spatial resolution and a minimized heat-affected zone. Ultrafast marking also is useful with materials with very little absorption at most laser wavelengths, such as sapphire.
Pulse width: Nanosecond vs. ultrafast
Laser pulse width often is a critical consideration in precision marking applications. With Q-switched nanosecond lasers, many marking tasks achieve better results – higher resolution and sharper edges to the characters, minimized peripheral thermal damage and higher contrast – with shorter pulse widths. The reasons:
• For a given pulse energy, a shorter pulse delivers more of its total energy above the threshold power needed to perform material removal and/or transformation (Figure 1). In contrast, most of the energy of a longer pulse simply goes into heating the material.
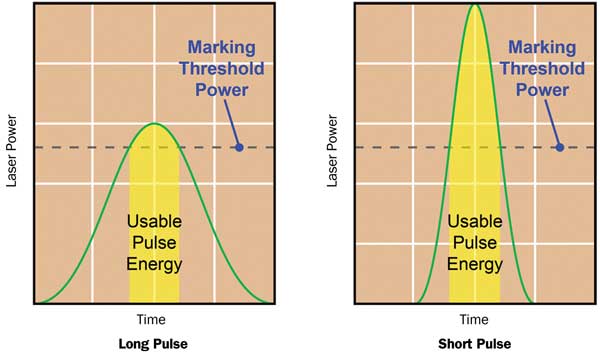
Figure 1. With longer pulses, much of the usable pulse energy is delivered below the marking threshold and contributes only to unwanted peripheral thermal effects. With shorter pulses, a higher proportion of the pulse energy is delivered above the threshold power level, maximizing marking while minimizing peripheral heating.
• In engraving-type applications, the use of shorter pulses means more of the energy is carried away within the ejected material before it has time to flow into surrounding material.
The effects of pulse width depend on the particulars of the material and type of marking. With plastics, improved results often are apparent at pulse widths shorter than 10 ns. With metals, even shorter pulse widths are required for enhanced results. However, most commercial fiber and DPSS lasers for marking have pulse widths of a few tens of nanoseconds or longer. For this reason, a number of high-end marking applications, such as black marking of logos on tablet computers, have adopted ultrafast (mode locked) lasers (such as the 15-ps Coherent-Lumera Rapid), despite the higher cost of using ultrafast technology.
Ultrafast pulses make all the short-pulse-width benefits previously described even more pronounced. In addition, using picosecond pulses leads to peak powers of a few megawatts. When these pulses are focused into the work surface, they can drive multiphoton absorption, leading to direct bond breaking in a cold ablative process (a process that requires UV output for lasers with longer pulse widths).
This nonlinear absorption effect also means that the dependence on laser wavelength starts to diminish, and even materials that are nominally transparent can be marked with an ultrafast laser.
The advent of subnanosecond lasers
Numerous factors determine the pulse width of a Q-switched laser; e.g., the stimulated emission cross section of the laser crystal and the reflectivity of the cavity mirrors determine how many passes the light can make around the cavity before the gain is drained and the pulse dies away. But ultimately, the pulse width is limited by the cavity length itself. Consider that light travels about 30 cm in 1 ns. So, even if the pulse makes just five round-trip passes, achieving a pulse width of 1 ns requires a cavity length of only 3 cm. If the pulse lasts for more passes, an even shorter cavity is required.
In fiber lasers, the cavity cannot be shorter than the gain fiber itself, thus limiting the ability to achieve short pulse widths. Reducing the gain fiber length can shorten the pulse width, but at the expense of gain and, hence, output power.
In the new Coherent Helios series DPSS lasers, engineers have miniaturized the cavity and its components, resulting in a cost-effective Q-switched laser solution with subnanosecond pulse widths and a compact design. The series has an effective cavity length of a few millimeters and pulse widths of between 400 and 600 ps. The near-IR output of this miniaturized oscillator is a fairly modest 1 W at a repetition rate of 50 kHz because of the small gain crystal. A master oscillator power amplifier arrangement is therefore used to boost the power for high-throughput applications.
The use of modular and similarly miniaturized amplifier stages results in 2.5 W of output for models with one stage of amplification and 5 W of near-IR for models with two amplifier stages. At 50 kHz, this represents a pulse energy of 100 µJ (a number more typical of a nanosecond than a picosecond laser) resulting in a peak power as high as 150 kW. This high peak power also supports very efficient but economical extracavity frequency doubling, enabling the recent release of a green (532 nm) model delivering pulse energies of 60 µJ at 50 kHz for an average power of 3 W.
Although these free-space lasers are highly miniaturized, the cavity can be designed to deliver a circular beam with excellent mode quality by carefully matching the crystal size to the cavity dimensions and, thus, the mode volume of the intracavity beam. Typically, these lasers deliver M2<1.2. Mode quality is important, even though most marking applications do not use diffraction-limited spot sizes. This is because the scan and beam delivery optics are all designed for a TEM00 Gaussian beam. Anything else will alter the shape and energy distribution of the write spot at the workpiece, negatively affecting the spatial resolution and gray-scale values of the mark.
Subnanosecond pulses for marking
This new type of laser delivers an order-of-magnitude improvement over trational marking lasers in several parameters. Specifically, its pulse width is about 10 times shorter than typical DPSS and fiber lasers, while its miniaturization and functional simplicity make it about 10 times smaller and 10 times less expensive than ultrafast lasers of similar power.
This picosecond Q-switched laser is now in the early stages of adoption in several applications, including black, sapphire and semiconductor marking. The benefits of the short pulse widths can be seen in the accompanying scanning electron microscope images.

Figure 2. Magnified details showing marks created by single pulses with 5-µJ pulse energy and approximately 500-ps pulse width.
• Semiconductors: The lasers have been successfully evaluated on both silicon and germanium wafers. Both of these are notoriously thermally sensitive materials and cannot tolerate a large penetration depth. For this reason, a green laser is recommended rather than near-IR. Figure 2 shows “single dot” details
on a germanium sample wafer, when using approximately 5 µJ of pulse energy and a focused spot diameter of
22 µm. Notice the desirable polished appearance of these dots and the absence of cracks or undesirable surface roughness, which would indicate possible subsurface damage.
• Black marking: A 5-W, 500-ps version of these new lasers was compared with a longer-pulse fiber laser by a leading smartphone manufacturer. As expected, it was found that the shorter pulse width resulted in a darker (higher contrast) mark with better edge definition of the marked characters.

Figure 3. Details of a data matrix code marked on a sapphire wafer with one of the new subnanosecond DPSS lasers in the Coherent Helios series.
• Sapphire: Thin sapphire is increasingly used in two key areas affecting consumer electronic devices. First, as a supporting substrate for OLEDs and other high-brightness LEDs, and second as a scratch-resistant window for the camera integrated in smartphones. Of course, the very toughness and the resistance to mechanical damage that make it desirable in these applications also make it difficult to machine and to mark. Because of sapphire’s low absorption at green wavelengths, near-IR lasers are recommended for this task. Figure 3 shows details of a data matrix code marked on a sapphire wafer using a 3-W laser with 500-ps pulse width. Again, notice the excellent surface and edge quality and the sharp details of the marks, as well as the absence of peripheral damage and recast material.
Meet the authors
Oliver Haupt is senior product manager at Coherent Inc. in Germany; email [email protected]. Frank Gäbler is director of marketing for the materials processing segment at Coherent Inc. in Bloomfield, Conn.
Metal Marking – Black Marking
The purpose of black marking is to create a high-contrast mark on a shiny metal surface without the physical roughness that is typical of traditional engraving. In the case of stainless steel, the process often is referred to as black anneal marking. Black marking has become particularly popular with consumer electronics manufacturers to place logos that are indelible and smooth to the touch, and that cannot be easily altered, on products such as smartphones and tablet computers.
In black marking, the laser energy is used to transform, rather than remove or ablate, surface material. Fine control of the laser energy and focused intensity cause a type of annealing that produces localized thickening of the black surface oxide layer. Here it is very important to avoid actual melting and recasting of the metal surface to yield a black mark with a smooth, matte appearance and feel, rather than a rough, engraved surface (target surface roughness Ra values are often less than 0.25 µm).
In the case of aluminum, black marking usually refers to a different process. Specifically, it involves removal of a colored, anodized surface layer to reveal a brighter metal surface underneath.