Manufacturers have long realized that there is no magic coating bullet that can provide the optimal solution for every application, instrument, experiment and environment. Each filter has a useful place in the toolbox of solutions.
Robert L. Johnson, Jr. and Chris Hardee
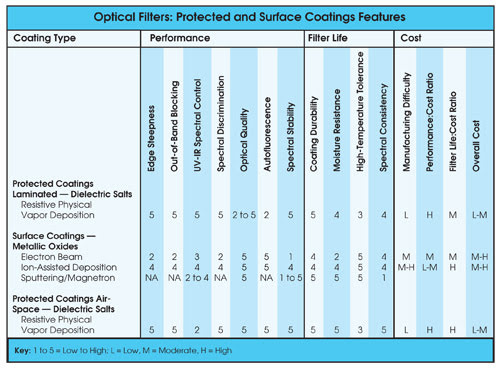
Metal salt compounds, or dielectrics, produce thin-film coatings with precise spectral control. Because they are soft and require glass coverslips laminated to the coating substrate to protect them from damage, they are called protected coatings. Refractory metal-oxide materials, although hard and not in need of a protective glass layer, produce coatings that can demonstrate spectral shift over time, called durable surface coatings.

A jig with coated substrates is measured on an automated spectroscopy table.
When examining the pros and cons of coating technology, it becomes obvious that neither type is ideal for every application. World-class filter manufacturers typically use both technologies for complicated, high-phase-thickness applications and know their attributes and limitations.
Understanding these pros and cons leads to a “best fit” between customer needs and filter technology. The bottom line is that filter solutions should be based on careful and balanced consideration of all requirements, including spectral performance, filter life and cost.
Laminated assembly
Dielectric salts and a single pair of soft materials — zinc sulfide and cryolite — permit the most complicated and highest-performing interference designs, partly because of their widely differing indices of refraction. They produce very high phase-thickness coatings, with high transmission and deep out-of-band blocking.
The III/V dielectric salts have stable configurations. They sublime and/or disassociate on evaporation, then recombine on condensation with a high recombination potential, resulting in a stable molecule.
Coatings made with these materials form on any cool surface in a much less energetic way and at much lower temperatures than the refractory oxides. As a result, they can be produced in shorter, more cost-effective deposition cycles. With softer physical characteristics, these films are less stressed and more consistent than oxide films and are not as susceptible to environmental variables.
Their primary limitation is that they require protection, such as a coverslip made of glass or fused-silica. This layer is bonded to the coated substrate using an optical epoxy. The assembly introduces features — adhesives and a second layer of glass — that can affect filter performance and life.
For example, the adhesives and additional glass can generate autofluorescence and transmitted wavefront distortion. Although manufacturing processes are highly refined and attempt to control these features, even the best epoxies can introduce autofluorescence, and even the most refined curing can cause some internal wedge, creating transmitted wavefront distortion. These features may be acceptable in some applications but, in others, they may affect critical performance requirements.
A laminated assembly imposes several potential limitations to filter lifetime. The first is that the bonding agent is not as robust as the optical coating. Although the soft dielectric films can withstand temperatures of many hundreds of degrees Celsius, the optically clear polymer adhesives can tolerate only ~100 to 150 °C. Short exposure at elevated temperatures can break the molecular bonds, resulting in filter darkening, compromised performance and catastrophic failure, such as cracking or delamination.
Another limitation is that the optical adhesives have an affinity for water vapor. Despite the use of sealants on the edges of the assembly, moisture can still penetrate, traveling through the epoxy polymer at a rate of ~1 mm per year, with the epoxy giving up its water content to the coating. This aging effect is visible as a milky ring, or sometimes as colored bands, on the periphery of the filter.
Along with an increase in light scattering, this effect typically results in a loss of throughput of a few percent. It also can cause a slight increase in the refractive index of the low-index material, with a subsequent shift in wavelength of approximately 0.05 percent, or up to 2 nm. Although not a concern in many applications, it may be important in humid environments.
Protected coatings age slowly, with performance over a decade remaining constant or varying within an insignificant range. They are likely to show some discoloration and measurable decrease in throughput over time, but the majority of filters will have spectral performance that is identical to original values. The exception is when the filter is fully saturated in water, where the dissolution of salts in the coating can cause catastrophic failure.
 Surface coatings
Surface coatings
Surface-coated filters are manufactured using hard refractory oxide materials, which are deposited on the surface of a single substrate without the need for a protective coverslip, eliminating the internal wedge, transmitted wavefront distortion and autofluorescence. Surface coatings have excellent durability, parallelism specifications and imaging quality. The single substrate can minimize thickness. In addition, the coatings are well suited to high-temperature applications because they don’t require epoxies.
All of these attributes make oxide surface coatings useful in certain applications. The most common category is antireflection coatings, where surface reflectivity must be eliminated. The second is beamsplitters, or dichroics, which separate one spectral signature band from another. A third includes applications involving operating temperatures exceeding the safe level for optical polymers (150 °C). The final category encompasses applications in which maximum throughput is desired, because surface coatings are designed to be antireflective at the desired wavelengths and can achieve >90 percent transmission.
On the negative side, oxide coatings require high energy deposition processes and are critically dependent on deposition parameters. Unlike the soft dielectric salts, they require tight process controls during deposition, and any variance in manufacturing conditions can create poor coating densification and inconsistent reduction. As a result, some materials may demonstrate spectral drift over time. In addition, to achieve spectral performance approaching that of dielectric coatings, long manufacturing cycles are required, increasing cost.
The first limitation of oxide coatings stems from their need for high energies — causing elevated temperatures — during deposition. Oxide films are ideally deposited onto a substrate that is 200 to 400 °C, compared with 50 to 150 °C for dielectric salts. These temperatures limit the selection of transparent substrates, because many materials will not survive either the absolute temperature or the change in temperature during the coating process. Even the materials that survive these temperatures sometimes demonstrate reduced performance or are damaged by the thermal shock. However, processes have been developed for some simple coatings.
Laser-etched filter rings are shown in front of assorted jigs, which hold substrates during deposition.
A related drawback is their tendency to be insufficiently densified or columnar. The latter structure produces cavities throughout the coating that can potentially trap water vapor. On exposure to air, as water vapor fills the voids in the coating, the optical thickness of the coating changes, which affects spectral performance in relation to the amount of absorbed water. This wavelength shift can be quite radical, exceeding 5 percent (or 25 nm at 500 nm), as filters heat up or cool down during use. Process parameters for the columnar structure must be precisely controlled, adding to the manufacturing complexity.
Another limitation is that the coatings form with a high variability of oxygen in relation to the metal. If oxygen is deficient, the films will absorb, rather than reflect, like the dielectrics. If oxygen content is high, the film will have a lower or nonuniform refractive index across the coating. Most problematic is that oxidation results in inconsistent spectral performance over time and with variable conditions. Again, the manufacturing complexity and cost required to control these variables is often prohibitive.
The final limitation relates to the inherent stresses of the coatings. Unless substrates are of a specific thickness and made of materials that are rigid enough, the coating can easily deform the surface, even to the extent of shifting the focal length of optical systems. To limit this, the substrate thickness must be substantially increased.
Another method is to balance the stress on the two surfaces of the substrate by controlling the substrate’s critical dimensions. In general, an aspect ratio of 7 — where the major substrate dimension must exceed seven times the thickness — is required to achieve a reasonable flatness specification in the final filter.
A related issue is that the number of layers that can be deposited is limited unless extraordinary manufacturing techniques are employed. This, combined with the constraints presented by the indices of refraction of available materials, creates limitations on achievable out-of-band blocking depth.
Ion-beam assist, sputtering and plasma coating processes have been developed to improve coating density through energetic bombardment. The most common process is to impact the molecules being deposited with noble atoms that have been accelerated to a high velocity. These energetic “hammers” consolidate the film into a near-solid. Another technique is to capture molecules in magnetic field accelerators, so that very high velocities and energies can be achieved. A denser coating reduces voids and potential oxidation, while reducing the stress of the coating.
Although these technologies have improved the spectral stability and lifetime of oxide coatings, the potential wavelength shift of surface coatings can be orders of magnitude greater than with protected coatings. And it is important to remember that physical failure is possible, as with protected coatings. Stress between the film and substrate can cause the coating to fall off the surface. Although the likelihood of this catastrophic failure is low, it remains a consideration when weighing cost and benefit.

This surface-coated plate exits a load-locked vacuum chamber following deposition.
A more common physical failure could come from improper cleaning or abrasion of the coating by a hard object. The resulting scratch or dig, even if only 10 μm, can decrease the attenuation level of the filter by orders of magnitude.
Air-spaced assembly
To take advantage of the positive attributes of both protected and surface coatings, a third type of filter has been developed: 3rd Millennium technology. Dielectric materials used for the coating ensure a characteristic high phase thickness and extreme spectral performance, while avoiding the environmental instability of the oxide materials. In addition, fused silica substrates, polished to stringent parallelism specifications, can produce an imaging quality filter without the limitations of transmitted wavefront distortion.

Omega Optical’s new-generation i-line filters are designed for lithographic tools in the photolithography process.
The coating still needs to be protected with another layer of glass, but unlike the protected coatings in laminated assemblies, this technology uses a specialized ring assembly to air-space a second fused silica substrate without the use of epoxies. Because organic polymers are subject to photoactive degradation, their elimination in this assembly leads to longer filter life. Furthermore, the absence of adhesives significantly improves transmitted wavefront distortion, increases transmission, reduces parasitic fluorescence and improves thermal stability. To ensure overall environmental stability, the ring assembly is hermetically sealed to prevent moisture from reaching the coating.
By combining the attributes of both the protected and surface coatings and by eliminating the negative features, 3rd Millennium filters can be an ideal solution in a wide variety of applications with a wide range of performance and filter life requirements.
Meet the author
Robert L. Johnson Jr. is president and technical director and Chris Hardee is vice president of marketing at Omega Optical Inc. in Brattleboro, Vt.; e-mail: [email protected].