The efficiency, precision, and minimal thermal impact of ultrashort-pulse laser technology is driving interest in its use for the production of flat panel displays and flexible printed circuit boards.
HERMAN CHUI AND JIM BOVATSEK, MKS INSTRUMENTS
Laser technology has had a positive impact on a wide range of industrial manufacturing applications, from consumer electronics and clean energy to automotive and medical devices. Lasers have contributed to these applications by enabling the machining of fine features
and complex shapes through more consistent and environmentally friendly processes.
More recently, ultrashort-pulse (USP) lasers have been used in industrial manufacturing due to their ability to precisely machine sensitive materials and structures with minimal thermal damage. With current advancements, these lasers can now deliver versatile process optimization, high process throughput, and low cost of ownership — all leading to their increasing adoption in high-volume manufacturing applications.
Two such production applications stand out in particular: flat panel displays and flexible printed circuit boards (PCBs). Both applications present unique material considerations and a demand for fast, efficient, and precise throughput, making USP laser technology an appealing solution.
Flat panel displays
Over the past decade, USP lasers have increasingly been used for the cutting and repair of LCD displays and, more recently, OLED displays. These lasers are also used for cutting out the profile shape or the front camera hole in smartphone OLED display materials. USP lasers can perform these cuts without thermally damaging the surrounding materials that, in the case of OLEDs, are highly thermally sensitive polymers. In terms of repair, these lasers can also selectively darken incorrectly bright pixels without damaging neighboring pixels.
Flexible and foldable OLED displays introduce additional manufacturing challenges. The manufacture of compact foldable phones, for example, must achieve a small bending radius of curvature in components within the display, including its OLED panel, touch sensor, polarizer, and cover window. USP lasers are once again useful for the cutting and repair of these displays, but they also permit further process refinements by reducing the heat-affected zone (HAZ) to ensure device reliability at the folding interfaces.
For the phone’s touch panel, materials such as ultrathin glass and relatively new clear polyimides (PIs) are being developed. Both materials are highly transparent at visible wavelengths. Although glass is inherently more scratch-resistant, it is also brittle and challenging to both manufacture and handle at the thicknesses required for the applications (<50 to 200 µm). Clear PI is inherently flexible and offers more manufacturability advantages, but it must be covered with a thin hard-coat layer to improve its scratch resistance. Both materials are expected to have a strong presence going forward in the foldable display market.
Bessel beam processing with an infrared picosecond laser is a viable option for cutting ultrathin glass. However, a more highly sophisticated ablation cutting method is required to process clear PI after the hard coat is applied.
A recent study by MKS Instruments demonstrated the viability of this ablation method to process both PI and hard coat using a high-power picosecond pulsed
UV laser. The method successfully
allowed ablation cutting of a clear PI-based multilayer stack for foldable display cover window applications.
The stack comprised a 50-µm-thick clear PI film with a 12-µm-thick hard coat layer and a 50-µm-thick polyethylene terephthalate (PET) polymer protective layer with a 4-µm-thick pressure-sensitive adhesive coating on one side.
Hard coat film is an advanced engineered coating — typically an organic
polymerized film with embedded inorganic elements such as high-hardness glass/ceramic nanoparticles. It may be designed for a range of engineered properties, including anti-fingerprint and anti-glare, in addition to scratch resistance.
The clear PI layer has the excellent mechanical strength and temperature handling of conventional polyimide, but with high transparency across the visible wavelength spectrum. The PET layer provides protection throughout the processing phase of the entire display and is ultimately removed by the end user. Hence, while quality is important for cutting the PET, it is not critical. The most critical demand on quality focuses on the hard coat layer, which provides the exterior interface surface. The quality of this surface is not only important for customer use but also potentially for mounting/
confining the display itself.
To determine the appropriate parameters for cutting the multilayer stack, single-pulse irradiation testing following the Liu method1 helped to establish the ablation thresholds for each of the stack’s layers. These thresholds can vary considerably amongst the three primary layers, as shown in Figure 1, and they pose a significant challenge to the development of a full-stack cutting process.
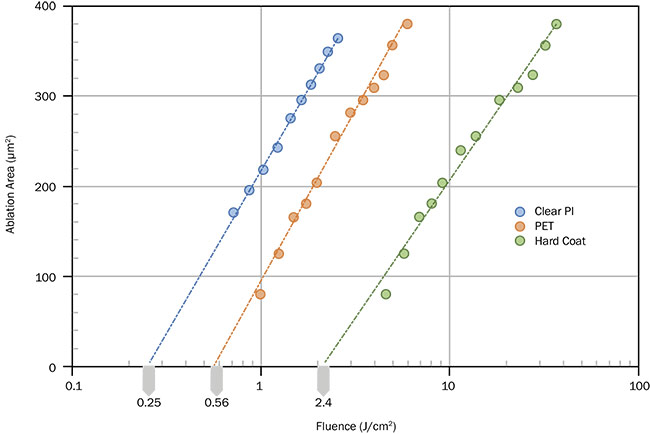
Figure 1. A plot comparing ablated area versus laser fluence shows the disparity in thresholds for the three primary materials in the stack to be cut:
clear polyimide (PI), polyethylene terephthalate (PET), and hard coat. Courtesy of MKS Instruments.
The ablation threshold for the hard coat layer is 10× higher than that for clear PI, for example, and PET falls somewhere
between the two. The hard coat film’s high threshold is similar to that found with various glasses, and the material exhibits brittleness. Consequently, single-pulse irradiation of the hard coat material can result in cracking (Figure 2, left). Even using low pulse overlap at moderate fluence, which is typically considered to be a gentler processing regime, produced severe chipping along the entire scribe (Figure 2, center). It required careful optimization for fluence and pulse overlap in the material to achieve a very clean scribe through the hard coat layer (Figure 2, right).
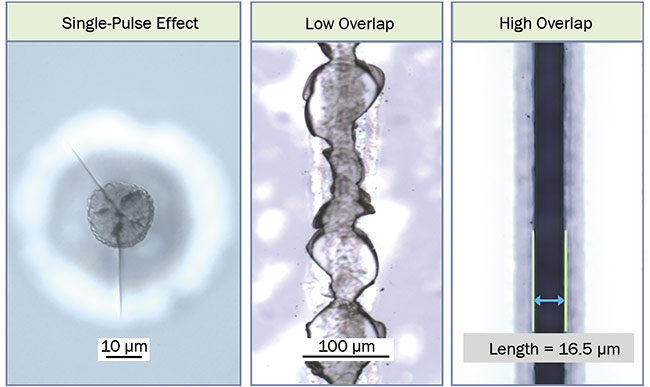
Figure 2. Single-pulse irradiation of hard coat material can result in cracking (left). Even using low pulse overlap at moderate fluence, which is typically considered to be a gentler processing regime, produces severe chipping along the entire scribe (center). A high overlap process with closely spaced pulses leads to dramatic quality improvement (right). Courtesy of MKS Instruments.
With improved knowledge of the thresholds and overall ablation behavior of the three individual materials, MKS Instruments’ study led to an optimized process for cutting through the full stack. The parameters for the various materials had to be fine-tuned, however, since the laser beam is directed at only one surface of the stack — the clear PI — for a full cutting process. Each successive layer required application of a unique combination of pulse energy, pulse repetition frequency, and scan speed. The ablation behavior was very repeatable with the picosecond UV pulses and obviated the need for real-time monitoring of ablation depth. Instead, laser pulse energy, pulse repetition frequency, the number of
repeated scans, and other parameters could be pre-programmed for the final cutting process. Using individual scan speeds ranging from 3 to 10 m/s, and laser pulse repetition frequencies as high as 3 MHz, the laser system achieved high-quality full cutting with a net speed greater than 400 mm/s. Figure 3a shows the cuts in the clear PI, hard coat, and PET layers. Figure 3b shows a cross-section view of the cut.
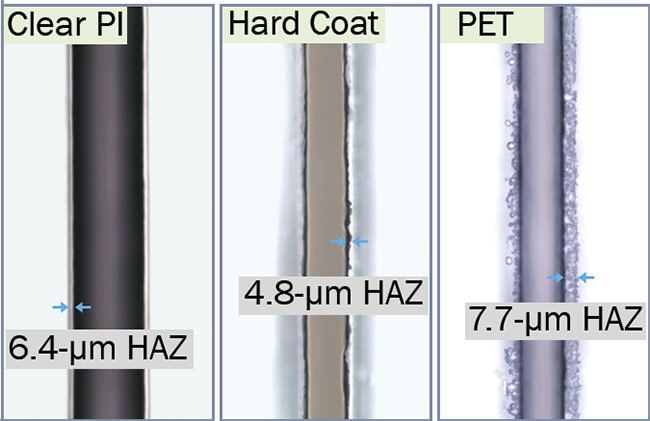
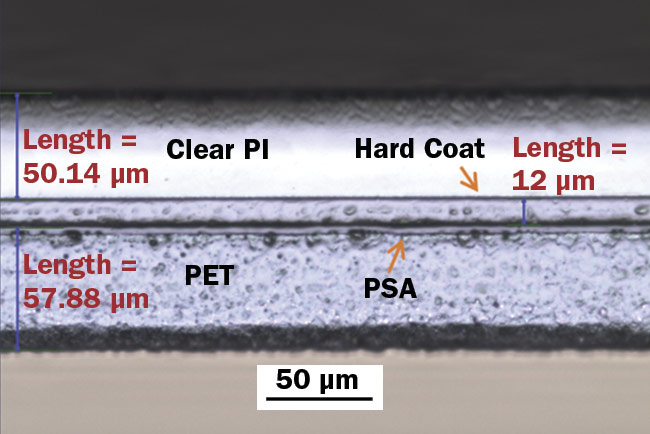
Figure 3. Microscope photos (top) show picosecond pulsed UV laser cuts in clear PI (left), hard coat (center), and PET (right) in a layer-specific cutting process. A cross-section view of the multilayer stack comprising a 50-µm clear PI layer, a 12-µm hard coat layer, an ~5-µm pressure-sensitive adhesive (PSA) layer, and a
50-µm PET layer (bottom). All were cut with an overall (net) cutting speed of greater than 400 mm/s that resulted in no melting or delamination. HAZ: heat-affected zone. Courtesy of MKS Instruments.
Minimizing the heat-affected zone
The high quality of the cutting process is evident, with all HAZs below 10 µm. Notably, the more challenging hard coat layer has excellent edge chipping/roughness of under 5 µm. The somewhat larger HAZ of the PET film is largely inconsequential since it is merely a protective cover film that is eventually removed to expose the functional, scratch-resistant hard coat layer. The sidewall edge quality of the cut is also important, as this may be an interface surface when mounting the completed display to a device. The cross-section view confirms that the quality of the cutting process is maintained through the entirety of the material stack. The individual layers are clearly distinguishable — including the very thin pressure-sensitive adhesive — with no indication of melting, smearing, or delamination of the layers within the stack.
Another important set of applications for ultrashort-pulse lasers is found during the manufacture of flexible PCBs, which are used in a wide range of consumer products, including smartphones, smartwatches,
and a growing number of wearables.
Lasers are integral to flexible PCB fabrication, with common processes encompassing drilling for copper via formation and profile cutting (i.e., routing) for device singulation. Recently, newer materials have begun to allow for flexible PCB production to accommodate the progression to 5G wireless. Alternative polymers with lower dielectric constants are required, such as modified polyimide (MPI), which is an alloy of epoxy resin and polyimide, and liquid crystal polymer. USP lasers offer the required quality, precision, and speed to process these materials.
In a separate study, MKS Instruments performed percussion microvia drilling
in a laminate of copper/MPI/copper with a high-power picosecond UV laser. The laser’s programmable pulse capability
enabled the generation of burst output pulses and 50-W UV average power to process blind vias and through vias in the laminate.
For blind-via drilling, just 21 pulse bursts were sufficient to drill through the top 12-µm-thick copper and the middle 25-µm-thick MPI layers before stopping at the back 12-µm-thick copper layer. This equates to a fast drill rate of more than 16,500 vias per second.
For through-via drilling, all three
layers were ablated using 35-pulse bursts for a corresponding throughput of 10,000 vias per second.
Figure 4 shows optical microscope images of the two types of vias that were formed. Both via types are of good quality, with a minimal HAZ on the top copper surface and no detectable burr along the edge of the ablated region. In addition, the blind via demonstrates clean ablation of the top copper and MPI layers. Ablation stops at the bottom copper layer with minimal damage.
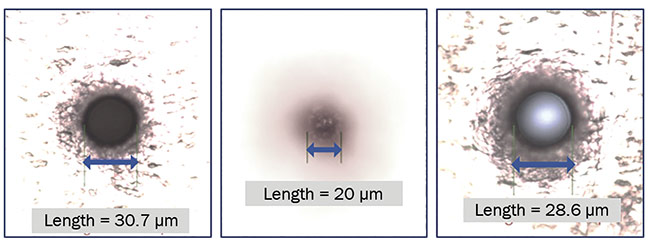
Figure 4. A blind via in a copper/modified polyimide/copper laminate with the microscope focused on the top copper (left) and bottom copper (center). A through via is imaged at the top copper surface (right). Courtesy of MKS Instruments.
Similar evaluations for laser cutting of liquid crystal polymer also employed the high-power picosecond UV laser to process a series of scribes in 45- to 50-µm-thick bare liquid-crystal-polymer sheet material using a range of pulse repetition frequencies.
The resulting depth data and calculated depth efficiency (i.e., depth per unit power) are plotted versus pulse repetition
frequency in Figure 5. A maximum single-pass scribe depth occurs with the laser operating at 2-MHz pulse repetition frequency, despite the average power being 37 W — even in contrast to 47.5-W average power at a 1.25-MHz pulse
repetition frequency. This may be counterintuitive, but while the pulse energy in the former configuration is lower, the removal rate per pulse is comparable. Additionally, the significantly higher number of pulses per second more than compensates for the difference.
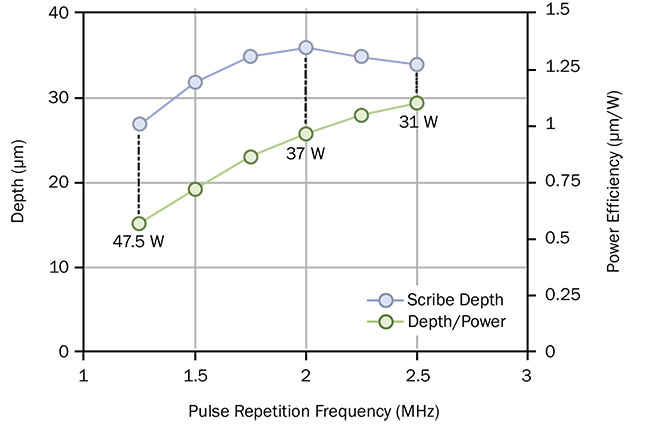
Figure 5. A plot showing scribe depth and depth efficiency versus pulse repetition frequency following the application of a picosecond UV laser operating at 50 W at a 1.5-m/s scan speed. The incident average power at select conditions is also noted. Courtesy of MKS Instruments.
Also of note is that the depth and power efficiency metric continues to rise with further increases in pulse repetition frequency and coincident reductions in power — but only to a point. At pulse repetition frequencies greater than
2 MHz, the power is sufficiently lower such that the more efficient process does not translate to a deeper scribe.
Having established the laser’s most efficient point of operation within a given focusing condition, the maximum speed for full cutting of the material was then determined by forming scribes at incrementally lower scan speeds. The result was a cutting speed of 1 m/s, with a high-quality result as shown in Figure 6.
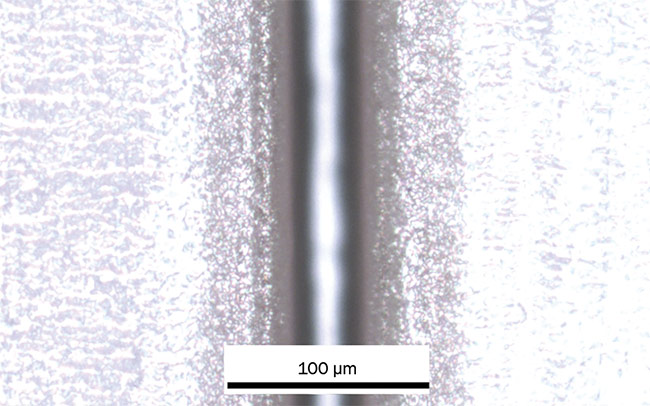
Figure 6. A full cut in a 45- to 50-µm-thick bare liquid-crystal-polymer sheet material with a single pass
at a 1-m/s scan speed. Courtesy of MKS Instruments.
Future directions
Amid increasing demand for high-quality micromachining results and finer features, USP lasers are becoming prevalent in manufacturing processes across the consumer electronics industry, as exemplified by flat panel displays and flexible PCBs, as well as other application areas from clean energy to medical devices. As the capabilities and cost of ownership continue to improve for USP lasers, their adoption will spread in applications where process throughput, quality, and cost are compelling priorities. This intersection of increasingly challenging demands and improving laser capabilities is expected to yield an exciting future for ultrashort-pulse lasers for high-volume manufacturing applications.
Meet the authors
Herman Chui is senior director of marketing for the Light & Motion division at MKS Instruments; email: [email protected].
Jim Bovatsek is applications engineering manager for Spectra-Physics lasers at MKS Instruments; email: [email protected].
Reference
1. J.M. Liu (1981). Simple technique for measurement of pulsed Gaussian-beam spot sizes. Opt Lett, Vol. 7, Issue 5, p. 196.