Regulators are requiring the tracking of medical-grade components via labels containing unique device identification codes that do not affect performance.
Nicola Maguolo and Simone Mazzucato, SISMA S.p.A.
To enhance the effectiveness of the post-market surveillance of medical devices, both the U.S. and the European Union have adopted unique device identification (UDI) regulations: the FDA Amendments Act of 2007 and the European Commission Legislative Act of 2017, respectively. In compliance with these standards, each device may be labeled with human-readable interpretation and automatic identification, as well as with data capture identifiers (only the last one being mandatory) unless otherwise specified. Ultrashort-pulse lasers have been used to achieve these specifications on the manufacturing floor, and the resulting markings have survived industry tests aimed at altering or removing them.

An engraving made by a laser marking machine on a water pipe. Courtesy of iStock.com/ivandan. Courtesy of SISMA SpA.
Due to the strict clinical and operational requirements of medical-grade steel equipment, UDIs must meet the following criteria, in addition to detectability:
• They must be permanent. They should not vanish, even after repeated cleaning or sterilization cycles.
• They must be impalpable. They should not hinder daily use and handling.
• They must be contaminant-free. They should not trigger harmful reactions in the human body, especially in the case of implantable devices.
These constraints largely preclude the employment of conventional industrial marking strategies such as printing and engraving. The major respective drawbacks of these nonlaser methods are that the markings easily fade and indelibly compromise any already existing surface passivation layer, and therefore require subsequent chemical reprocessing.

A conceptual illustration of the unique device identification (UDI) management procedure, which includes information acquisition, automatic recognition of the workpiece, the laser-marking process, and the post-work verification check. Courtesy of SISMA SpA.
Basics of UDI
A UDI consists of a combination of numeric or alphanumeric characters that unequivocally identify a particular medical device in the market. Specifically, the identifier has two parts — the UDI-DI (device identifier) and the UDI-PI (production identifier) — that host the information related to its traceability. The code unicity permits the identification of the device and guarantees its authenticity, weakening the illicit counterfeit market.
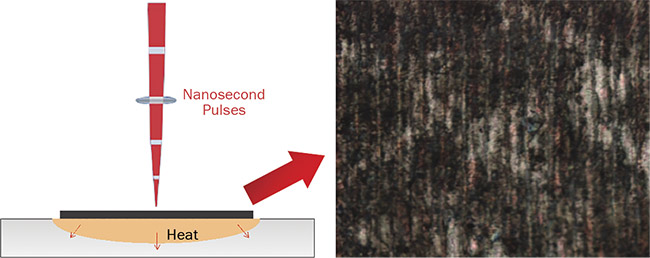
Nanosecond pulses trigger the development of interferential surface layers, while also affecting the underlying material. Courtesy of SISMA SpA.
SISMA, for example, has developed dedicated laser marking machines featuring integrated coaxial vision systems that have the capability to automatically focus the laser beam along the motorized z-axis, recognize the piece, and center the marking patterns on the targets.
The company’s software can convert text into UDI codes, allowing the machine operator to replicate them in the form of GS1 data matrices, for example, in compliance with current regulations. The identifying content may be obtained or incorporated via one of the following ways:
• By typing it into the user-friendly software interface.
• By acquiring the preprinted code on the label of a package using special readers.
• By attaching a text file generated by third parties.
• By extrapolating it from internal or external databases.
Once the work project has been devised and loaded into the marking machine software, all the operator needs to do is place one or more pieces within the laser working area, and the system will autonomously proceed with the marking task.
In addition, to verify the correctness and the correspondence of the marked information, the system’s software includes a functionality for acquiring and analyzing a snapshot of the code that was just reproduced.
Nanosecond laser marking
Although nanosecond laser marking is a well-established noninvasive black labeling methodology, photothermal radiation-matter interactions and their macroscopic implications limit its application in the medical devices market.
Medical-grade stainless steel alloys (EN 1.4301, EN 1.4305, EN 1.4031, etc.) benefit from a spontaneously grown surface-passivation layer of chromium oxide that prevents corrosion even after repeated autoclaving cycles. This thin coating, however, can be permanently damaged by common device-fabrication mechanical processes — such as machining, grinding, and polishing — as well as by localized structural transformations resulting from melting, as is the case for nanosecond direct laser writing1. Repassivation, or adding another protective layer, typically causes these kinds of heat-generated marks to vanish.
Moreover, additional minor factors undermine nanosecond lasers’ suitability in the field. Thermal strains can unacceptably deform fragile and sensitive items such as sheets and tubes. Observers can experience unsatisfactory color and contrast changes of the imprinted labels, depending on the viewing angle. And consistent results can sometimes only be obtained within a restricted process window, due to the unstable thickness variation of the affected layers.
Ultrafast direct laser marking
Ultrafast direct laser writing (UDLW), in contrast, relies on more sophisticated laser sources that support ultrashort pulse generation (~10−13 ÷ 10−11 s) at higher repetition rates (up to ~106 Hz). Hence, these systems can deliver the optical average power required (~101 ÷ 102 W) for a cost-effective throughput, while inherently counteracting the collateral effects of heat propagation and excessively high energy.
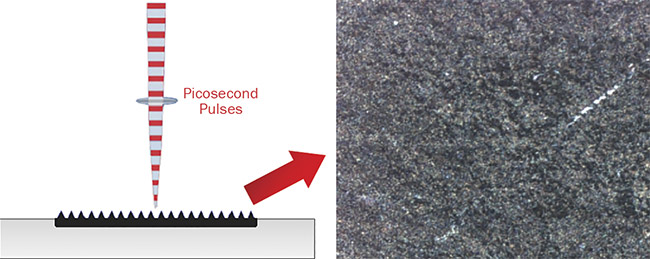
Ultrashort pulses trigger the development of light-trapping surface textures but do not affect the underlying material. Courtesy of SISMA SpA.
Just as significantly, the combination of very high peak power and ultrashort pulse duration translates into much different, yet subtle, alterations of the stainless steel surface as compared to nanosecond direct laser writing, because targeted areas are now directly atomized via relatively cold mechanisms (e.g., Coulomb explosions), rather than vaporized via melting and boiling (e.g., phase explosions)2,3.
Ultrafast laser-matter interactions for suitable fluence regimes can generate multiscale complex surface textures that, on account of their irregular hierarchical structure, efficiently trap and absorb environmental light. More importantly, such morphological evolution only marginally involves oxidation and demixing of chromium and iron atoms. So, whereas nanosecond black marking is primarily ascribed to chemically mutated regions, picosecond and femtosecond black marking processes are primarily ascribed to morphologically mutated regions, whose chemical compositions and alloy distributions are, instead, barely transformed in the process. The enhanced broadband-light absorbance has been demonstrated to result from the formation of irregularly distributed surface microcavities and microspikes4-6.
Laser blackening of metal alloys
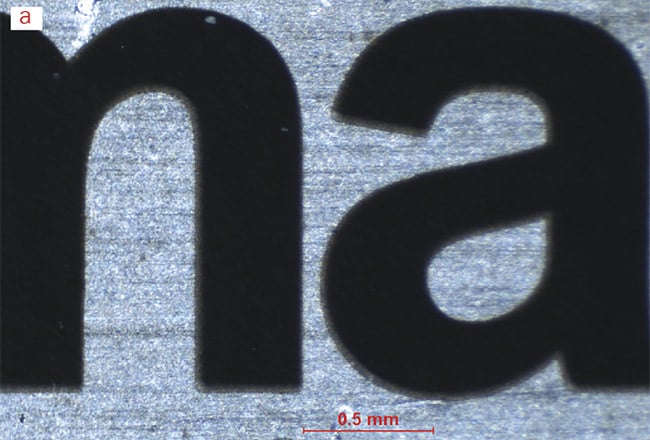
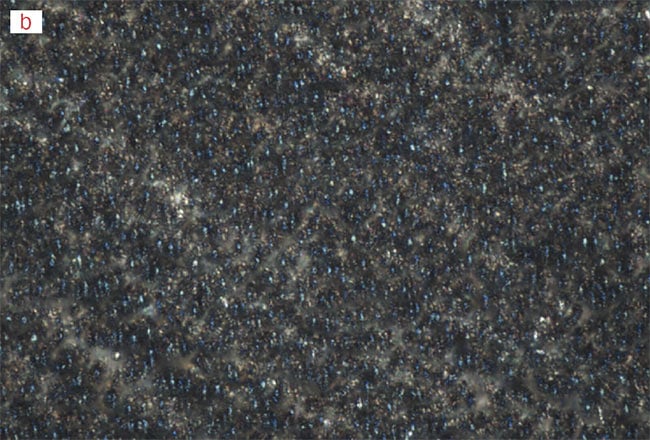
Close-ups of the EN 1.4301 plate at different magnifications (5× ÷ 100×) (a and b). The bluish dots in (b) identify spikes. Courtesy of SISMA SpA.
The empirical protocol specifically devised to determine UDLW reliability for the medical equipment manufacturing industry was articulated in four steps as follows:
1. Pristine samples of EN 1.4301 (AISI 304), EN 1.4305 (AISI 303), and EN 1.4031 (AISI 420) were rinsed in deionized water and dried with compressed air.
2. Marking trials were conducted (in ambient conditions) by resorting to a custom operational layout comprising a picosecond fiber laser source, a two-axis deflection unit, and an f-theta objective lens.
3. Processed samples were kept immersed in a 5% saline solution (5 g of NaCl dissolved into 100 mL of water) for 48 h as a preliminary step for assessing their short-term chromatic persistence and oxidation tendency. Such an entry-level criterion allows discrimination between marks that can potentially withstand reiterated harsh treatments and marks that absolutely cannot.
4. Ultimately, after being rinsed and dried again, intact samples were either incubated into a salt-spray chamber (according to the EN ISO 9227:2017 standard) or subjected to autoclaving, boiling water, and copper sulfate tests (according to the EN ISO 13402:2000 standard) to properly validate their long-term durability against both corrosion and thermal exposure. The salt-spray test, while not actually representative of a clinical method, is remarkably more aggressive than autoclaving. It is thus reasonable to assume that samples passing the former can very well survive the latter.
Results showed that such experimental procedures had no impact on the blackening appearance because no instances of fading or corrosion were noticed. Characters and codes displayed no visible anomalies, despite having been exposed to multiple treatment steps.
These comprehensive tests demonstrated that the labels were naturally resistant to rusting and did not, for this purpose, require any repassivation cycles. No differences were noticeable along the marking pattern. By tailoring advanced control functionalities of the scan head module, the dynamics of the galvo mirrors were optimized to prevent common deleterious onsets of pulse accumulation at the borders of the figures.
UDI black marking was performed on several medical instruments. In one example of ultrashort laser marking, a UDI comprising a data matrix and sample text was imprinted on a surgical hemostatic clamp.
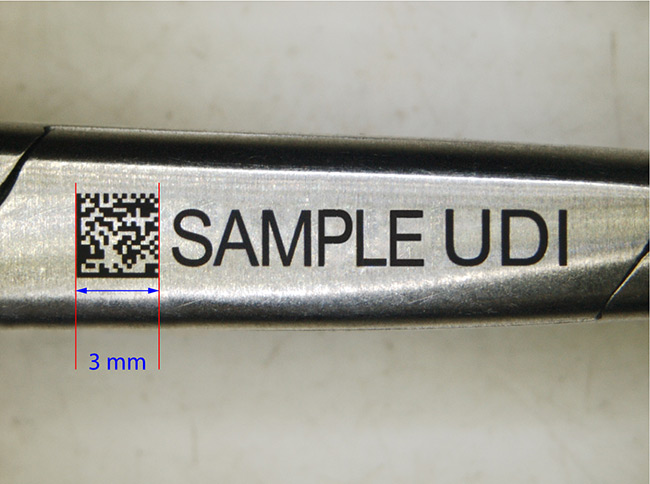
Medical UDI black marking on a stainless steel hemostatic clamp. Courtesy of SISMA SpA.
Turnkey solutions
Medical and industrial demand can be met by providing stand-alone, versatile, turnkey solutions. These systems can include ultrafast laser sources suitable for black marking metallic medical instruments, as well as management software and a vision system capable of autonomous UDI encryption (according to regulations) and marking the identifiers in the correct place.
The new clinical regulation requiring UDIs to be imprinted on medical devices allows the devices to be tracked and traced from the manufacturer to the final user, ensuring patient safety and documentation quality. The black mark stamped on metal medical instruments must be clear, time-stable, highly visible, and corrosion-free. Black marking medical-grade stainless steel alloys using UDLW satisfies these requirements, maximizing readability for both humans and data capture tools. Just as important, the color is not affected by changes in the viewing or illumination angles, which further promotes detectability. This approach does not alter naturally passivated surfaces. The black markings withstand the repeated post-processing, such as autoclaving, that medical equipment typically experiences.
Meet the authors
Nicola Maguolo works as a technology research specialist in the laser processing division of SISMA SpA in Italy. He graduated with a degree in electronic engineering from the University of Padua. Maguolo previously carried out experimental activities on ultrafast laser processing of transparent materials at the CNR-IFN facilities in Padua; email: [email protected].
Simone Mazzucato works as a technology research specialist in the laser processing division of SISMA SpA. He graduated with a degree in telecommunications engineering from the University of Padua and holds a doctorate in electronic systems engineering from the University of Essex. Mazzucato has worked as an experimentalist for several EU academic institutions and has co-authored more than 50 articles in scientific journals and conference publications in the fields of physics, engineering, and physical chemistry, mainly on material laser characterization; email: [email protected].
References
1. S.K. Lawrence et al. (2013). Mechanical and electromechanical behavior of oxide coatings grown on stainless steel 304L by nanosecond pulsed laser irradiation. Surf Coat Technol, Vol. 235, pp. 860-866.
2. W.J. Keller et al. (2019). Physics of picosecond pulse laser ablation. J Appl Phys, Vol. 125, Issue 8.
3. S. Lei et al. (2020). Ultrafast laser applications in manufacturing processes: a state-of-the-art review. J Manuf Sci Eng, Vol. 142, No. 3.
4. P. Fan et al. (2013). Rapid fabrication of surface micro/nano structures with enhanced broadband absorption on Cu by picosecond laser. Opt Express, Vol. 21, Issue 10, pp. 11628-11637.
5. H. Huang et al. (2015). Blackening of metals using femtosecond fiber laser. Appl Opt, Vol. 54, Issue 2, pp. 324-333.
6. C. Neugebauer et al. (2019). Latest advances in medical black marking: technology and techniques. Proc SPIE, Vol. 10906, San Francisco, www.doi.org/10.1117/12.2508408.