Holly O’Dell, Contributing Editor
Gruber & Kaja High Tech Metals
GmbH, an automotive supplier
specializing in engine-related aluminum
die-cast parts, needed to manufacture durable, high-quality products free of blowholes. These cavities, which can occur when material volume shrinks during the melt-solidification process, can impair a component’s function.
Historically, the die-cast parts had been
inspected by hand, leaving room for
human error.
The need to reliably detect blowholes 0.4 mm and larger in components sized 350 × 400 mm, combined with an increase in demand for work, prompted Gruber & Kaja to automate its inspection process. The company selected AUTFORCE Vision Systems GmbH, a specialist in developing image-based inspection systems, to install a system comprising six industrial cameras from the Baumer LX series.
At first, project leaders questioned
whether the inspection process could
be automated.
“Neither we nor Gruber & Kaja knew of any system on the market that could automatically spot and evaluate such small cavities in components of the given dimensions,” said Stefan Perg, a managing director at AUTFORCE.
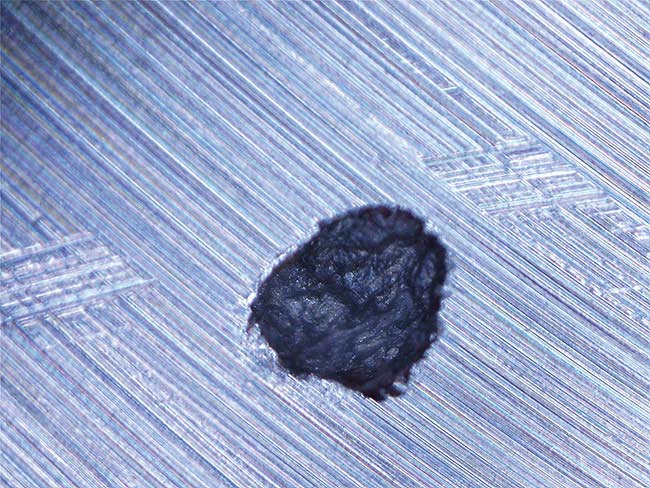
Tiny cavities caused by shrinking material volume in the melt-solidification process may impair the function of a cast component. Courtesy of AUTFORCE Vision Systems GmbH.
Gruber & Kaja not only needed to image the small blowhole size but also had to detect the minimum surface roughness within the specified active
and passive sealing limits. For example,
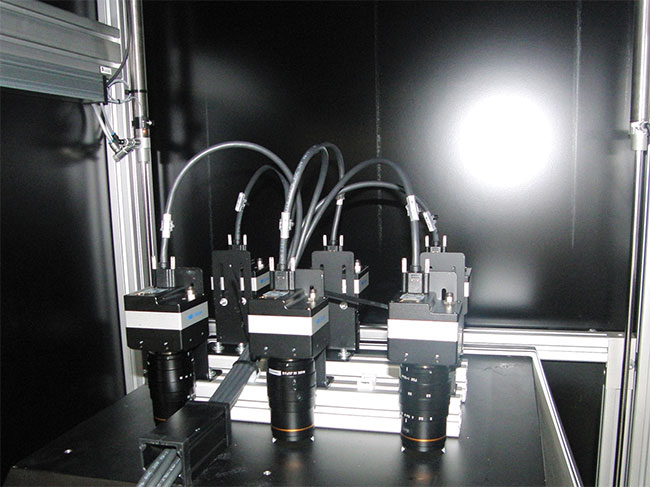
the image was expected to reveal traces of surface machining, such as milling grooves. To address these problems, AUTFORCE developed a multicamera system with a specially designed illumination dome that was
equipped with slight overpressure to prevent the ingress of dirt.
“Image acquisition by multiple cameras minimizes distortion in each image
and increases optical resolution,” Perg
said. “The illumination dome provides
the optimum illumination to filter machining and milling traces to make them
literally invisible.”

Because of space constraints, the automated inspection system had to be installed 2 m above the existing installation. The robot feeds the system with the help of a pneumatic lifting door. Courtesy of AUTFORCE Vision Systems GmbH.
The inspection system uses six Baumer LX series GigE cameras with 8-MP resolution, with image analysis completed via HALCON from MVTec Software GmbH. AUTFORCE designed a program using the individual images for building a pixel-accurate composite image, which is compared against the component CAD data to define the inspection area in a process that takes a few seconds. A clamp holding the component turns 180° for inspection of the opposite component side.
The ratio between camera resolution and pixel size was an important selection criterion. “The ideal camera we were looking for had to feature a robust design, as well as a sufficiently large chip size respective of pixel size and a high optical resolution,” said Perg.
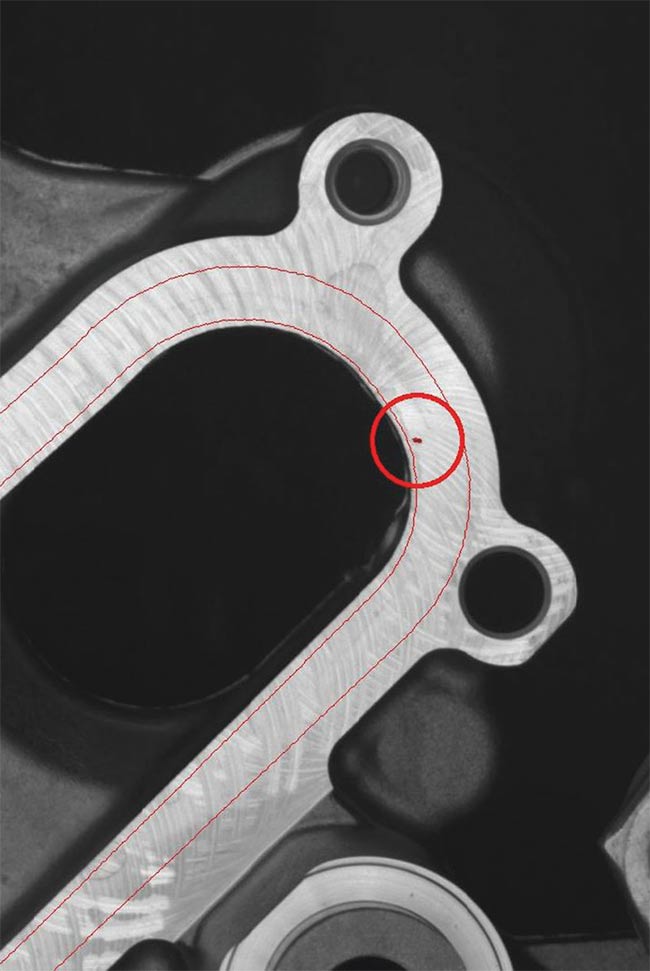
The system reliably detects blowholes starting at 0.4 mm on components sized 350 × 400 mm, with logging of position and size. Courtesy of AUTFORCE Vision Systems GmbH.
Equipped with CMV8000 global shutter sensors by ams (formerly
CMOSIS), the LXG-80 Baumer cameras with 5.5- × 5.5-µm pixel size and a resolution of 3360 × 2496 pixels were the ideal choice.
Additionally, the GigE Vision-compliant interface allows for quick and cost-effective system integration in the controller environment. “A camera system utilizing a proven, fast, and
standardized data interface was a prerequisite,” Perg said.
One challenge remained, however. The entire system needed to fit into a constrained space — a significant
problem, considering the large components under inspection.

The illumination dome provides optimum conditions for surface metrology to filter traces of machining the component surface. Courtesy of AUTFORCE Vision Systems GmbH.
“The existing installation at the intended location consumed all the space, requiring the system to be mounted on this unit,” Perg said. “We also had to consider the maximum
height of the robot arranging the parts in the camera’s operating range.”
AUTFORCE placed the system 2 m
above the existing installation.
The individual images acquired by six Baumer LX cameras with 8-MP resolution are used to build a pixel-accurate composite image of each component side for evaluation with the help of CAD component data. Courtesy of AUTFORCE Vision Systems GmbH.
Gruber & Kaja not only needed to image the small blowhole size but also had to detect the minimum surface roughness within the specified active and passive sealing limits.
After image acquisition is complete, the component is moved to another zone for laser marking in 50-s production cycles. This is where date, time, and Data Matrix code are imprinted to ensure full product traceability throughout the entire production process and product life cycle. Failing the blowhole inspection results in partial encoding
for later completion after successful
rework and passing all inspections. “This way, the component is reported prior to entering the second cycle, and
any rework is already part of the stored product information,” Perg said.
With the AUTFORCE solution, Gruber & Kaja has increased efficiency using automated machine vision, which enhances reliability via reproducible processes, and ensures complete documentation in every step of the process.