STÉPHANE MELANÇON
Laser technology has become an increasingly vital tool in the production of batteries for electric vehicles (EVs). High-power laser tools are now commonly used to process materials at several steps during the production of EV batteries. Lasers cut anode and cathode materials. They clean electrolytes, dust, and other contaminants from parts before welding. And as coherent light sources, they are used to weld foils, tabs, cell connectors, cell cans, busbars, and other battery pack components. Lasers also clean and texture surfaces to prepare them for bonding, and they mark components for traceability purposes.
When choosing a laser technology to process a particular battery material, one of the most important factors to consider is the material being processed. Different materials absorb and reflect, to various degrees, the wavelengths that characterize different laser sources.
EV batteries, and the manufacturing lines that produce them, use a lot of
volatile materials. So, it is not surprising that safety is a priority for battery manufacturers. This priority applies to the laser technology used, even if it involves Class 1-certified laser products.

If laser welding tools apply too much energy to electric vehicle battery components, the tools can damage the product or create safety risks. Consequently, it is important for laser tools to be able to control the size and the depth of the weld pool so that they do not affect the thickness and resistance of the cell can or the protective layer within it. Courtesy of Laserax.
Important concerns include the use of lasers around safety valves and rupture disks, which are thinner than other battery components. Care must also be applied when using lasers around solvents that can catch fire or plastic materials that can melt. Further, misapplication of laser energy can overheat assembled batteries, increasing internal pressure and potentially leading to an explosion.
While manufacturers are right to be cautious when it comes to safety, there are solutions that address their concerns.
Process safety and solutions
Heat management is a crucial part of the battery manufacturing process. Components are made of materials that can catch fire, explode, or be seriously damaged when overheated. Volatile electrolytes, solvents, and other hazardous materials might remain on exposed surfaces where heat could trigger a reaction. Other dangerous situations could arise if the energy from a laser beam punctures a battery cell and reaches the cell’s so-called jelly roll. This could create a short circuit by melting the separator between the anodes and the cathodes.
Since lasers typically generate heat when processing materials, there are many concerns about their use around battery materials, components, and finished assemblies. To sustain safe and efficient manufacturing processes, battery manufacturers often implement strict safety tests and measures to mitigate risk. Qualified laser systems integrators must know how to meet these requirements by understanding the two main sources of risk: suboptimal performance in the laser process and a lack of feedback that may help to signal a malfunction in the laser system. In addition to increasing safety risks, both situations can also cause defects in the processed part.
Need for optimization
So, optimizing the laser process is essential, and it is the first part of the equation when it comes to both safety and quality. Optimization can be achieved by adjusting several system parameters, including beam shape, scan speed, pulse energy, and beam size. For example, a larger beam size means that the energy focused on the part is more diffuse. Similarly, a lower pulse energy can reduce the buildup of heat on an area.
Laser optimization can be complex, however, as a single process rarely works for all applications. Different alloys, surface geometries, and surface contaminants present specific requirements that guide adjustments to the laser process.
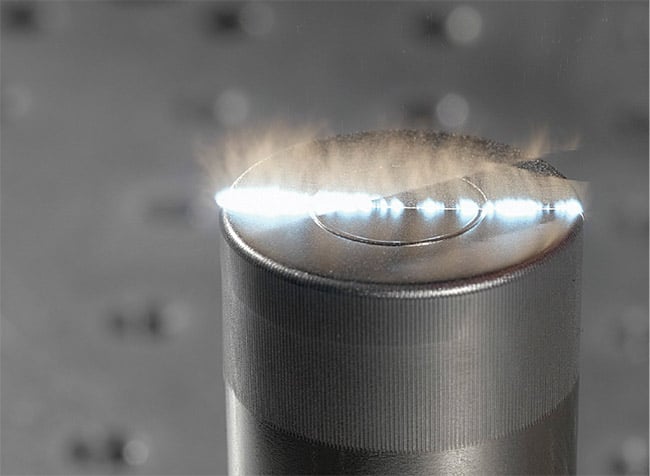
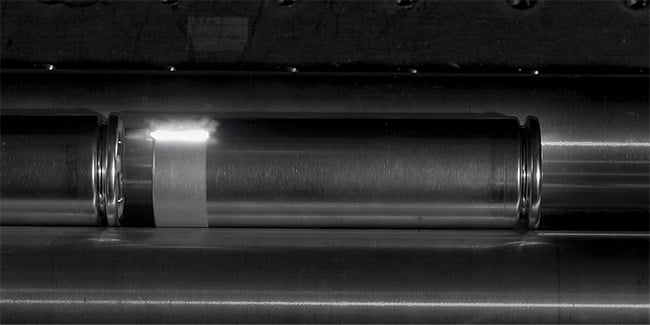

Laser technology is ubiquitous throughout the process of manufacturing electric vehicle batteries. Lasers are used to clean electrolytes, dust, and other contaminants from battery parts (top) prior to welding operations, and to texture battery surfaces (middle) to prepare them for bonding. Lasers further contribute to battery manufacture by marking components for traceability purposes (bottom). Courtesy of Laserax.
For example, aluminum is softer than steel. So, a particular laser process that would damage aluminum parts would not harm those fabricated from steel. To prevent etching aluminum when using a system that is also used to fabricate steel parts, it would be necessary to reduce the laser beam’s energy.
Similarly, thicker contaminants require extending the duration of laser processes to properly clean a surface. In another example, black paint absorbs laser light more quickly than white, so removing white paint requires more laser energy.
When using lasers to manufacture battery components, optimizing laser processes for the specific application is foundational to safety, as well as to minimizing product damage. In the case of batteries, damaged product is not simply a quality or performance issue. It could lead to safety risks for automotive customers.
For example, designing a laser system to etch the battery housing requires beam parameters that will deposit the precise amount of energy within a given target area. The tasks of cleaning, etching, and marking all require comparatively lower laser power levels than welding applications. Welding, in turn, needs output powers to be very precise to process the material just enough to fuse it to another material. If too much energy is applied, or if the metal is too thin, laser welding tools can penetrate the tab that carries the positive current, causing damage to the vent disk that protects against dangerous pressure levels inside the cell. Alternatively, the laser beam could penetrate the negative tab and directly hit the battery’s jelly roll.
Further, with laser welding, it is important to control the size and the depth of the weld pool so that it does not affect the thickness and resistance of the cell can or the protective layer within it. Apart from the laser settings, several factors affect weld pool size, including the material depth, the spacing between the two surfaces to be welded, and the purity of the metal being welded. All of these parameters can vary according to the tolerances of the battery component’s design. Optimizing laser parameters for such applications therefore requires systems designers and integrators to develop a balanced configuration that guarantees consistent results for all variations within specified tolerances. If the laser’s configuration favors one design variable over others, the weld can compromise the battery cell’s overall integrity and performance.
The key to optimizing laser processes for safety and quality often involves adjusting laser parameters to deposit the minimum amount of energy required to perform the task at hand, whether that be cleaning, etching, welding, or another operation. Doing so maximizes gains in speed, safety, and quality while preventing damage to battery materials and components.
Need for feedback
The means by which to gather live feedback on a laser process is the second part of the safety equation.
Many laser systems available on the market today do not monitor the state or performance of their optical components. This is a problem when manufacturing batteries. Like any other piece of machinery, laser systems can stop functioning properly. Random and unpredictable issues with wiring, electrical components,
or a galvo motor skip can all have an
impact on laser performance and, consequently, on process safety and part quality.
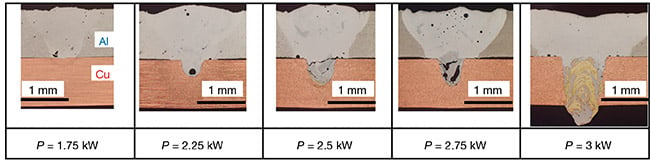
A cross-sectional view of welding results on an aluminum-copper (Al-Cu) joint at various power (P) levels. Used with permission from Reference 1. Courtesy of CC BY 4.0.
If, for example, a laser’s galvo motor skips as the system is processing an aluminum block, the worst-case scenario might be a surface burn. The manufacturer could fix the problem and restart production quickly. With batteries, however, this issue could cause an explosion.
The key to optimizing laser processes for safety and quality often involves adjusting laser parameters to deposit the minimum amount of energy required to perform the task at hand.
Manufacturers can solve this problem by using a digital scanner that provides rapid feedback if there is an anomaly in performance. If such scanners detect a problem, they can be programmed to automatically shut the laser source down to avoid safety problems. Digital scanners employing feedback are ideal for applications that require high precision. This includes materials processing for electric batteries but also parts such as solar panels.
Validating results
The more feedback a laser system provides — and the more often it provides it — the more efficient and safe a materials processing operation will be.
Ideally, measurement devices such as cameras or contact angle meters are employed immediately after a laser process completes its cycle. Such devices validate that a surface is properly cleaned or that its finish meets requirements. Many manufacturers instead validate their cleaning or welding process later in the production cycle when corrections may be too late. If battery cells fail in an assembled module, its performance is significantly reduced and the module must be reworked, which costs time and money.
Quality tests performed later in the manufacturing process also provide less information to help isolate the source of quality issues. If a battery module fails, it does not mean that the cleaning or welding process is to blame. The problem could be somewhere else in the manufacturing process. Frequent and pervasive feedback on the performance of lasers and other manufacturing tools can help to quickly isolate the root cause of quality or safety issues and allow manufacturers to take proactive measures to resolve them.
Manufacturing batteries for electric
vehicles can be a dangerous process. While laser processing tools can help to speed throughput and enhance product quality, their performance parameters must be tailored to the material properties and design thresholds of each particular application. Implementing sources to provide frequent feedback during processing operations will further ensure that laser tools remain optimized for the application. By employing these measures and precautions, manufacturers can reduce the risks to workers and consumers, maximize production efficiencies, and improve the battery performance of finished batteries.
Reference
1. M. Jarwitz et al. (2018). Weld seam
geometry and electrical resistance of laser-welded, aluminum-copper dissimilar joints produced with spatial beam oscillation. Metals, Vol. 8, No. 7, p. 510, www.doi.org/10.3390/met8070510.