Customer-driven design and lean manufacturing principles challenge the assumption that lower unit costs require large coating machines.
Sean Sullivan, Markus Tilsch and Fred Van Milligen, JDSU
In the world of optical thin films, exciting challenges to production are rapidly emerging. Digital imaging and high-definition projection television are becoming common, redefining the demand for optical thin-film coatings. Coatings must have a tight spectral precision and a low defect level, and they also must be offered at prices that are suitable for consumer applications.
Traditionally, tight spectral precision and low costs have not tended to go together. High-capacity, low-cost coating technologies have lacked process capability, offering poor spectral precision. High-precision coating machines similarly have been available -- specifically, for coating telecommunication filters -- but tended to be small and to lack capacity, resulting in high costs.
The engineering team at JDSU of San Jose, Calif., faced the challenge of developing a coating process that combined high throughput and tight spectral precision. The result is a new coating platform and manufacturing process.
Requirements
To respond to the demands of tight spectral control, low defect levels and consumer prices, we used a quality function deployment tool to help us define our next coating platform. This customer-driven process translates subjective needs into engineering specifications. In this case, it was conducted with both external and internal clients (the latter, JDSU’s manufacturing group) to create a prioritized list of requirements.
Some of their key assertions were:
• “We can’t tolerate coating defects in our products.”
• “We must have a capable, high-precision coating process. We cannot afford to inspect quality into the product.”
• “We cannot sacrifice part cost for coating precision.”
• “We need a supplier with a dependable manufacturing process to ensure delivery dates. The supplier needs to be able to ship when it says it will ship.”
We mapped several coating technologies, such as evaporation, chemical vapor deposition and sputtering, against these requirements. Based on considerations of coating precision, low-temperature processing, process automation and machine reliability, we concluded that sputtering would be the best choice for our needs.
The next issue was the cost of the coatings. A good measure of cost is the number of square inches of yielded product per unit of time. Because any new coating platform must be considered an investment, we normalized the yielded throughput to the cost of the coating machine. This opened consideration of machines with smaller capacities but lower capital costs.
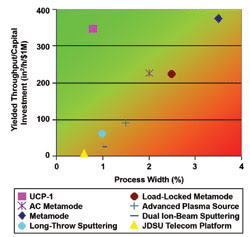
Figure 1. Plotting yielded throughput against process width revealed that the coating industry has adopted a strategy of achieving low costs through the use of large machines with high yields. Such solutions, however, do not offer the same level of coating precision. Today’s customers, driven by the demands of consumer applications, require both high throughput and high precision, indicated by the red square.
As a figure of merit, we plotted embodiments of various technologies against the yielded throughput and process capability, also known as process width (Figure 1). To our surprise, we discovered a nearly linear relationship between the two parameters. It appears that the coating industry has pursued lower cost by making machines larger so as to increase load size. Unfortunately, increasing the size of a machine makes it difficult to control and to achieve a truly capable process.
Consider magnetron sputtering. At one end of the plot in Figure 1, there is a small-batch coater with high precision but low throughput. At the other end is a large-batch coater with high throughput and, therefore, low product cost, but because it features a larger process width, it is less precise. Recall that one of the key customer requirements was to not sacrifice coating precision for cost, a solution indicated by the red square on the plot.
We realized that it is possible to use a relatively small machine to maintain coating precision, so we focused on reducing the cycle time of the coating process to improve throughput. This resulted in three improvements.
First, the cost is minimized by maintaining a high throughput, which is achieved by speeding up the deposition process and by minimizing dead time in the chamber cycle. One way to reduce the dead time is to use a load-lock chamber, which allows the machine to be loaded and unloaded during the active coating process, and eliminates a major source of particulate contamination.
Second, it makes the process easier to control, providing a capable coating. A capable process further reduces cost by eliminating nonvalued tasks, such as inspection, and by making machine automation feasible. Both help to drive down cost by reducing labor.
Third, it increases capacity in smaller increments and at lower investment levels.
Applications
The JDSU Ucp-1 coating platform was designed to be a general-purpose system for coating products in the visible and near-IR regions of the optical spectrum. These regions contain three possible application targets: digital imaging, projection displays and custom optics.
Digital imaging and projection displays are consumer applications. Coatings available include antireflection, liquid-crystal-on-silicon lids, and more complex ones, such as a dichroic for color wheels used in projection displays and an IR-blocking coating for camera phone lids (Figure 2). The spectral requirements for these products have become tighter, fitting well with our small-chamber approach because of the narrower process width.
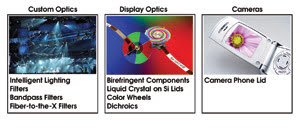
Figure 2. The new general-purpose coating platform yields products for use in the visible and near-infrared spectral regions. Target applications include consumer display and imaging, and custom optics.
The fast cycle time not only helps drive the product cost, but also offers a performance advantage in these applications. For example, products such as camera phone or liquid-crystal-on-silicon lids are located close to an image plane, and any small surface defects in the coating can impair the quality of the camera or projection image. As noted, using a load lock to reduce the dead time in the chamber cycle improves the cycle time and eliminates a source of particulate defects. Ensuring that the coating chamber is always kept under vacuum prevents coating flakes or debris “popping off” the chamber walls, a problem that occurs when the door is opened.
The small chamber volume makes it suitable for custom optics applications, where coatings range from narrowband filters for medical applications to dichroic coatings for intelligent lighting filters. A fast, capable process is important for these uses because it ensures a flexible coating environment with fast product turnaround times, minimizes coating cost and machine setup time, eliminates test runs and provides predictability in delivery schedules. For these applications, we can expect to coat a wide variety of substrates, from flat glass to glass prisms.

Figure 3. The loading side of the coating platform can be located in a cleanroom.
Performance
The coating machine features two chambers. The load-lock chamber interfaces to a cleanroom. In operation, six clean 200-mm-diameter parts are loaded for coating, and the load lock is evacuated. Once the process chamber has completed a coating run, the gate valve opens, and a vacuum robot exchanges the six coated parts with six new ones. The new run starts immediately after the gate valve is closed. In parallel to the coating run, the load lock is vented, coated parts are removed, new parts are loaded, and the load lock is again evacuated. The coated parts are evaluated immediately after they leave the chamber. The load side of the coating machine can be located in a cleanroom (Figure 3).
Figure 4 shows the spectral characteristics of four parts manufactured using the coating platform. The triple-bandpass, IR-blocker and dichroic products required coatings on both sides of the substrate. The wideband antireflection product was a single-side coating. This run was performed three times (Run 1, Run 2, Run 3) to demonstrate the machine’s repeatability. The four products, produced in nine coating runs, were fabricated sequentially, without test runs.
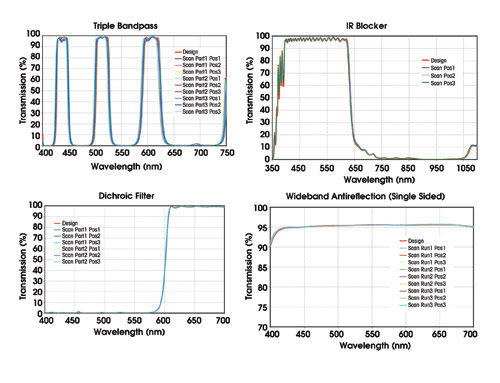
Figure 4. In a test of the machine, triple-bandpass, IR-blocker, dichroic and wideband antireflection coatings were fabricated. Part-to-part and within-the-part variation is less than 1 percent. The four products, requiring nine coating runs, could be produced in less than an eight-hour shift.
The red curves in the graphs indicate the theoretical transmission performance, overlaid with the actual measurements. Multiple measurements were taken to include part-to-part (Part 1, Part 2, Part 3) and within-the-part (Pos 1, Pos 2, Pos 3) variation. Variations are less than 1 percent.
The time required to perform the nine coating runs was less than an eight-hour shift. Using this platform, a simple antireflection coating takes less than 15 minutes. In contrast, other technologies, such as evaporation, may take up to three hours. This demonstrates the short cycle time, and high capability and flexibility of the new platform.
Manufacturing process
Most of the discussion above has centered on the coating machine, but the machine is also a part of a manufacturing process. To minimize waste and process inventory, we designed a flexible process based on lean manufacturing principles.
To develop key pre- and postcoating operations, we borrowed from the semiconductor industry, in terms of equipment and best practices. For example, we adopted a 200-mm part diameter, which is standard to the semiconductor industry. By using this part size, we can follow the teachings of that industry to improve our process robustness.
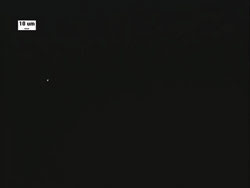
Figure 5. In this dark-field microscope image of a 4.5-μm-thick IR-blocker coating, defects appear as bright spots. The defects are very small and at a low density.
Specifically, for particulate contamination, we can use previously developed support equipment for cleaning, part handling, dicing, metrology and so on to help make a better product. Using existing equipment also eliminates the need to purchase custom equipment, which tend to be costly and to require long delivery times that can slow down product and process development.
Lessons learned
Given the challenge of achieving tighter spectral control, lower defect levels and competitive pricing, we found the quality function deployment process crucial in determining customer needs and in choosing the appropriate coating technology. Ultimately, we created a system that enhanced the magnetron sputtering processes we had invented for telecommunication applications.
The tipping point was the realization that we did not have to sacrifice coating capability for cost. We achieved a cost-effective solution by reducing cycle time rather than building a bigger machine with a larger load size.
From a cost perspective, bigger is not always better. The principles of lean manufacturing have helped JDSU produce smaller, more capable machines and have provided the best answer to the cost versus performance versus investment tradeoffs that have challenged the coating industry since its inception.
Meet the authors
Sean Sullivan ([email protected]) is coating development manager, Markus Tilsch ([email protected]) is senior coating development engineer, and Fred Van Milligen ([email protected]) is chief technical officer of commercial and consumer markets, all at JDSU in San Jose, Calif.