Recognizing and avoiding common errors will better prepare users of precision motion control devices to make purchasing decisions and may substantially improve application results.
James Fisher, Newport Corp.
Growing concurrently with the discovery and development of nanophotonic devices, silicon lasers, microelectromechanical systems technology and ultrafast techniques is the need to incorporate motorized positioning. Tests have shown that humans typically have no better than 1° adjustment sensitivity in their fingers, which means a 705-nm linear translation on a screw with 100 threads per inch. This type of screw, mounted in a 1-in. mirror mount, typically would provide 28 μrad, or 5.8 arc sec, of angular sensitivity. This does not include the vibrations induced by simply touching the screw.
Over the past five years, the performance and value of precision motorized devices has increased significantly. As with any product, it is important for users to educate themselves on the best products and techniques for using them to realize the optimum performance. An informed decision can make a dramatic improvement in one’s results.
The following identify five common mistakes you should avoid when integrating precision motion control devices into an application. Obviously, this list is not all-inclusive, but recognizing and avoiding these errors will better prepare you to make purchasing decisions.
The top five mistakes
1: Not clearly understanding the motion requirements for an application. A scientist who recently was developing an automated system to inspect and repair defects on a silicon wafer stated that he needed a stage with 50-nm accuracy. This level of accuracy would generally require a very expensive stage, so he was asked to describe his system’s process. After his explanation, it was clear that he needed repeatability, not accuracy, and that the magnitude was 100 nm, not 50 nm. This subtle but very important distinction saved him more than $5000 per axis.
The lesson is that you should research the definitions behind the product specifications and should be familiar with the method of gathering specifications from a potential supplier. These should be available from the supplier’s Web site in the form of a tutorial or application note.
Next, write down the process of the application and try to define the required motion in the context of the specifications that you have reviewed. This is generally known as a “statement of work,” and it serves as a guideline for product selection.
Identify the most critical performance criteria. Do not specify more than is required, as this can lead to unnecessary expense. After your team has reviewed the statement of work, contact an experienced supplier with a broad product offering for feedback and recommendations. Contacting suppliers with a limited product offering may result in limited and/or inappropriate product recommendations.
2: Not considering the capabilities of the controller. Electronics provides the control intelligence for processing all control-loop calculations and communication with other devices. The second step in defining the statement of work for a motion system is to include the electronics requirements. Although the basic needs and capabilities of motion controllers are generally understood, there are several requirements that should not be overlooked.
One of the most widely used functions of motion controllers is to provide real-time position feedback of the motion stages. Traditionally, users would task the RS-232, GPIB or other port to rapidly poll these requests and to log them into a database along with data from other devices. Unfortunately, these communications protocols may not have the bandwidth that is required for all applications.
If real-time or rapid data collection is essential to the application, it is worth selecting a motion controller that has data acquisition capabilities that do not encumber the communications port of the PC. For example, Newport Corp.’s XPS controller can store 1 million data points at 10 kHz, including positions on eight axes, 30 TTL inputs, four channels of 14-bit analog/digital inputs and a watchdog timer. The data are captured with a latency of less than 50 ns, and if used effectively, the controller can eliminate the need for external data acquisition devices.
Other advanced features that should be considered include error mapping, event/action triggers and internal program execution. Error mapping, in particular, uses a look-up table to compensate for nonlinear positional errors during each servo cycle, transforming a stage that has a point-to-point accuracy of 3 μm into one that has an accuracy of 0.35 μm.
The key is to consider both the mechanics and the electronics for each application and to understand the capabilities that are provided by each component. This is an effective way to increase system functionality and to reduce total costs.
3: Underestimating external factors that affect performance. Once the requirements are clearly defined and the initial product selection completed, it is important to consider the external factors that can affect the performance of the motion product.
First, although standard optical tables provide a very rigid, lightweight and damped work surface, they generally are not flat enough for precision stages with micron-level straightness and flatness. Mounting directly to an optical table may induce bending on the stage-bearing surfaces and increase pitch and Abbe errors that affect accuracy. Base plates are preferred for precision applications, but similar results also may be achieved by placing three precision flat washers under the stage at the fastening locations. This will define a distinct mounting plane and limit the amount of bending that may be transferred from the table to the stage.
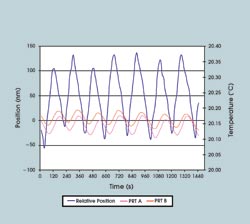
Figure 1. Temperature is the most significant environmental factor affecting submicron positioning. A 100-mm aluminum linear stage exhibits linear expansion of more than 170 nm when exposed to changes of temperature of 0.08 °C.
Second, external sources such as lamps, chillers, air ducts or windows can change laboratory temperatures enough to induce micron-level relative motions between optical components. A typical 100-mm aluminum linear stage that undergoes an environmental temperature change of only 0.08 °C may exhibit a linear expansion of more than 170 nm (Figure 1). If that same stage were exercised through continuous motions for a few hours, it could see a twofold decrease in its accuracy and repeatability as a result of internal thermal expansion. The solution is to remove or control the sources of these temperature changes and/or to create an enclosure to remove air currents, which also would help to reduce acoustical noise.
Third, although temperature is probably the most significant environmental factor affecting submicron positioning applications, vibration anomalies are close behind. There are many sources of vibration — including structural ones that generally are below 60 Hz, acoustical ones that range between 20 and 200 Hz, and those propagating on the table surface, which usually exceed 100 Hz for most 4 × 8-ft optical tables. The lower-frequency vibrations usually can be eliminated with pneumatic isolation supports. Vibrations above 80 Hz, however, cause optical tables, precision stages and even optical mounts to resonate and deflect, so they must be addressed with a different technology.
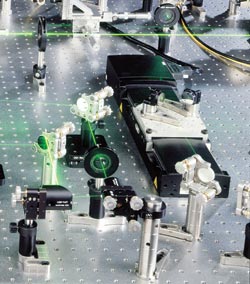
Figure 2. A precision motorized stage incorporated into an optical delay line has applications in optical coherence tomography and transient absorption spectrometry.
Historically, structural damping methods such as tuned mass dampers have provided adequate performance. However, new discoveries such as nanophotonic devices or silicon lasers will require more stable environments for their development and manufacture. An actively damped optical table can provide the stability required to inspect and manufacture the nanometer-size features that could be blurred by traditional work surfaces.
Attention to these factors will provide a good environment for the motorized products to perform to their highest potential.
4: Selecting components based solely on manufacturer specifications. Not all performance specifications are created equal. Be sure to look at the fine print, and consider not only the “what,” but also the “how” when reviewing a supplier’s motion product specifications. Performance specifications are not based upon universally accepted test standards, so it is important to understand the ways that various products are tested and whether this may affect an application.
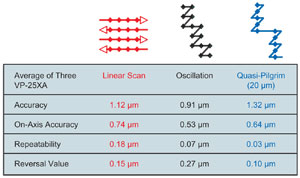
Figure 3. In the linear-scan method, it takes approximately three minutes to characterize one point. The quasi-pilgrim method takes 15 seconds, resulting in vastly different reported values for repeatability.
Verify performance
For example, it is possible to test a stage using three methods and to obtain three performance specifications. Figure 3 illustrates statistical test results for Newport’s VP-25XA 25-mm, 0.1-μm resolution stages using different methods to obtain the performance data. The oscillation and quasi-pilgrim methods attempt to characterize a point before proceeding to the next one. The linear-scan method, which is used by Newport and is more representative of customer usage, characterizes the entire travel of the stage at multiple points and passes before a determination of the product’s performance is made and test reports are generated. These types of performance reports should be shipped with each unit to verify that the motion products meet the published, guaranteed specifications for accuracy, repeatability and angular error.
There are two lessons here. First, understand how suppliers obtain performance specifications and consider that in the context of how the stage will be used in your application. Second, do not look to the numbers alone to make a purchasing decision on a precision motorized stage. Request an example metrology report from a potential supplier to be certain that it verifies the performance of every unit it ships.
5: Choosing components solely on price. The adage “You get what you pay for” holds true. But if you clearly define your needs, understand and control your environment, and understand the product specifications, you should be able to select the most appropriate and highest-value components for your application.
Besides product cost, consider the integration cost, which includes programming time, access to technical support, product reliability and longevity. Selecting a high-performance device that is complicated to use can cause years of pain, because each new user must go through a learning curve to modify the parameters of the control system. Also, complex systems will require technical support and may necessitate dedicated training that, in the end, may have a hefty price tag. Look to mitigate these potential costs by selecting devices from well-known and reliable suppliers that are designed for motion users, not motion experts, and that are backed by good documentation and available technical support.
The highest-performance devices are worthless if they are too complex to use or always need repair.
Significant advances and discoveries are on the horizon for our industry, and they will require higher-precision and higher-value motion solutions. Although suppliers continue to develop the devices that support technological advancements, more attention will be needed to ensure that they are easy to use, integrated correctly and used to their maximum potential.
By remembering how to avoid these five typical mistakes, you should see increased value and performance from your motion control solutions. Attending to these items and consulting with experienced manufacturers will enable you to advance your technology and research.
Meet the author
James Fisher is director of product marketing, vibration and motion control at Newport Corp. in Irvine, Calif.; e-mail: [email protected].