Second pulse enhances both drilling speed and hole quality.
Andrew C. Forsman, Erik H. Lundgren, Aaron L. Dodell, Aleksey M. Komashko and Michael S. Armas, General Atomics
Lasers have been used to produce high-aspect-ratio holes — i.e., holes whose depth-to-diameter ratio is much greater than 10:1 — for applications that include oil galleries in engine blocks, aerospace turbine-engine cooling holes and for scientific applications such as components used in laser fusion experiments. Depending on the application, the holes must meet criteria that include hole size, straightness and taper as well as limitations on the formation of recast and debris and the size of the heat-affected zone. (The heat-affected zone is that region where there is a change in the physical properties of the material, typically caused by thermal conduction from both the laser and laser-produced plasma.)
Very demanding applications require that high-aspect-ratio holes that are straight and have little or no heat-affected zone be produced in materials such as ceramics, semiconductors and metals. We have found that using a train of carefully timed pairs of nanosecond laser pulses — instead of a train of single laser pulses — to drill small, high-aspect-ratio holes vastly improves the results.
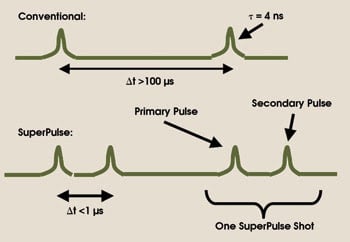
Figure 1. The SuperPulse format consists of two pulses separated by a delay time ranging from 20 to 200 ns.
Double pulses
The SuperPulse format from General Atomics consists of a pair of nominally 4-ns (full width at half maximum) laser pulses, separated by a delay that ranges from 20 to 200 ns, depending on the application (Figure 1). In the work presented here, the peak laser irradiance at focus is typically between 5 × 109 and 1011 W/cm2. The laser wavelength is 532 nm, and the processing is performed with a gas assist consisting of shop air treated by a desiccator; when drilling holes less than 10 μm in diameter in beryllium, a vacuum chamber is used. We find that keeping the humidity below 40 percent when processing in air prevents undesirable laser-induced air breakdown in front of the target. Because beryllium dust is highly toxic, a vacuum chamber is practical to maintain safety during processing, and it also eliminates air-breakdown issues.
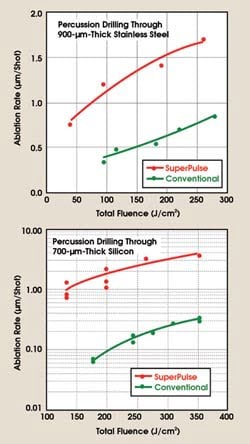
Figure 2. Percussion drilling through holes by using a 250-mm focusing lens yielded a comparison of pulse pairs and conventional ablation rates. The total fluence is obtained by dividing the energy focused onto the target for each laser cycle (using an Everest laser system) by the area of the focal spot. Thus, for theconventional technique, it is the pulse energy divided by the area; for the pulse pairs, it is the sum of the energies of the primary and the secondary laser pulse divided by the area.
An increase in drilling speed can be achieved by switching from the conventional format to using pairs of pulses for percussion drilling through holes in stainless steel and in silicon (Figure 2). (Percussion drilling is a technique whereby the laser is always focused at the same point on the target.) Figure 3 shows an example of the improvement in hole quality with percussion drilling.
We also have found that using pairs of pulses improves the ability to control both taper and recast in helical drilling and reduces the amount of time — and, accordingly, the number of laser shots — between the piercing of the workpiece by the laser and the production of a complete hole. (Helical drilling is a technique whereby the focus traverses a circle slightly smaller than the diameter of the hole during drilling.) This is important for back wall protection — when the drilled hole’s exit is near an object that cannot tolerate excessive laser strikes.
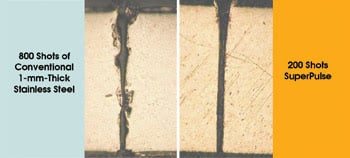
Figure 3. This comparison shows the improvement in quality control of percussion drilling that can be achieved using the SuperPulse format with a nanosecond laser. The laser was focused using a 250-mm lens. The holes are roughly 40 μm in diameter.
When drilling an ~5-μm-diameter hole in a 170-μm-thick spherical beryllium shell using the Sierra laser system, we found that aspect ratios that are as high as 35:1 can be achieved with holes this small (Figure 4). This hole and beryllium capsule, used in inertial-confinement-fusion experiments, were made with the support of the US Department of Energy contract DE-AC52-06NA27279 and have previously been documented.2
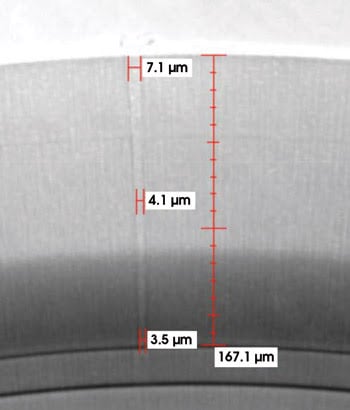
Figure 4. An Xradia x-ray microscope was used to analyze a high-aspect-ratio, small-diameter hole drilled with a nanosecond laser utilizing the pulse pairs. In this case, it is a fill hole in a layered beryllium capsule that has been deposited on a plastic mandrel.
We believe that the plasma produced by the laser is the limiting factor in achieving greater aspect ratios in such small-diameter holes.
The physics
To better understand the drilling process that takes place with the pulse pairs, we performed experimental and computational studies.3 We photographed the laser light reflected from the target and the plasma during the first and second laser pulses to determine the energy distribution at the target. The results show that scattered light from the primary laser pulse emanates from the target surface but that scattered light from the secondary laser pulse emanates from a region of plasma that is in front of the target surface and is microns to tens of microns in size. From this measurement, we infer that the secondary laser pulse is at least partially if not substantially interacting with ablation products produced by the primary laser pulse and not interacting with the target surface itself.
The exact effect of the second pulse is an important issue. To address this, we fired only the primary laser pulse at a target and photographed the evolving laser-produced plasma and ablation products at several different times after the pulse struck the target. We achieved temporal resolution by using a separate laser pulse (much lower intensity so as to illuminate only the target) of a different wavelength and with a 4-ns pulse duration. We observed that, although the ablation plasma decayed in 20 or 30 ns under normal atmospheric conditions, a dark cloud of material remained above the target surface for more than 100 ns. It is this dark cloud that appears to evolve relatively slowly and that the secondary laser pulse strikes, which is why the separation of the primary and secondary laser pulses ranges from 20 to 200 ns. We want the secondary laser pulse to hit these slower, cooler residual ablation products and not the hot, fast initial ablation plasma, so that the laser energy of the second pulse will be absorbed as close as possible to the target surface.
Two additional items are worth mentioning in relation to this photographic measurement of the residual ablation debris. First, the enhancement in drilling rates for 50-μm-diameter holes in steels of thickness between 50 μm and 2 mm is roughly independent of thickness. However, that is not the case for aluminum. We saw no enhancement in 50-μm-thick aluminum and more than an order of magnitude improvement in 1-mm-thick aluminum. The photographic measurements of the residual ablation products show that, for equivalent pulse energies, aluminum produces a much heavier and more persistent cloud of residual ablation products than does steel.
One question that arose regarding the interaction of the secondary pulse with the dark cloud of material: Does the secondary laser pulse mostly propagate through these ablation products, or is it mostly absorbed by them? To assess this, we measured the ablation pressures created by the primary and secondary laser pulses.
It is important to understand that for the 1010 to 1011 W/cm2 intensities that we are working with, the 4-ns laser pulse produces a hot, ionized plasma at the surface of the target, and ablated material is accelerated to speeds of many kilometers per second, traveling away from the target surface. According to Newton’s third law, one can think of what is occurring as the same “push” that accelerates ablation products to high speed moving away from the target also must “push” in the opposite direction into the target. This process drives into the target a shock wave proportional to the intensity of the laser. This fact allows us to compare the laser-matter interactions that occur during the primary and secondary laser pulses.
We measured the intensity of the shock wave by firing the laser at a thin foil and then recording the motion of the back surface of the foil interferometrically.4 The shock wave intensity — or the pressure it produces — is then inferred from the acceleration of the back surface of the foil. When the primary and the secondary laser pulses had the same intensity, we saw that the pressure produced by the primary laser pulse was a few times greater than the pressure produced by the secondary laser pulse. This tells us that most of the laser energy in the secondary pulse does not travel through the residual ablation products to strike the target surface but is absorbed in the residual ablation products. Specular reflection of the secondary pulse from the residual ablation products appears also to be minor. Nearly all the energy was absorbed, except near grazing incidence, where the specular reflection was less than 50 percent.
These observations can be used to form a phenomenological model of the processes that lead to the enhancement in drilling speeds. We believe that a four-stage process accounts for the results.
1. The primary laser pulse produces a plasma and other ejecta in front of the target and ablates a certain amount of material.
2. There is a delay period long enough for the plasma to dissipate but short enough so that other cooler ablation products remain over the target. For nanosecond pulses striking targets in an ambient atmosphere environment, this delay is typically between 40 and 150 ns. In a vacuum environment, delays can be as short as 20 ns because, in a vacuum, there is no ambient atmosphere to slow the expansion of the plasma; consequently, the cooler ablation products are exposed earlier.
3. The secondary laser pulse heats these residual ablation products. Based on the pressure measurements, we think that the secondary laser pulse is absorbed mainly by the residual ablation products, which then probably would become at least partially another plasma.
4. Two actions can take place with the new plasma and reheated ablation products. The dominance of each depends on the material properties of the target and on the geometry of the hole.
a. Enhanced efficiency of ablation can take place. This arises because the pressure that is produced when the second pulse heats the residual ablation products and that turns them into plasma is a fraction of the pressure produced when the primary laser pulse strikes the target. The interferometric measurements show that the pressures generated by the primary pulse range from 20,000 to 60,000 atmospheres and are two to three times as great as the pressures produced by secondary laser pulses of equal intensity.3 Thus, with the hot plasma providing a heat source in contact with the target and with relatively little pressure to inhibit material evaporation (think of how a pressure cooker works), ablation proceeds rapidly. This mechanism seems to dominate in materials such as steel, which, compared with other metals, requires a large amount of energy to vaporize and does not have a high thermal conductivity.
b. The second mechanism that can occur is an improvement of efficiency in clearing ablation products and debris from the hole. Because the residual debris products are heated by the secondary laser pulse, redeposition5 inside the hole is inhibited. This mechanism seems to dominate in deep, small holes in metals such as aluminum that require a relatively small amount of energy to vaporize, that have a high thermal conductivity and that produce a relatively heavy cloud of residual ablation products, as was previously described.
The mechanisms for the enhancement of laser micromachining proposed here also do not rely on the presence or on the absence of a pool of melted target material being formed in the hole.6
Finally, it should be noted that, in drilling shallow, low-aspect-ratio holes in aluminum, we have observed that using pulse pairs does not yield benefit. The heavy cloud of residual ablation products that the secondary laser pulse strikes may be too thick for the effective transfer of energy to the target, and in a shallow high-aspect hole, such as a 50-μm one through a 100-μm-thick target, the inhibition of hole drilling by redeposition in the hole does not arise, as a result of the open geometry.
Aspect ratio limit?
The foregoing discussion brings to mind three points pertaining to the drilling of small, high-aspect-ratio holes with this method. First, the increased efficiency of material removal means that less energy is used to drill the hole, and, thus, less energy is available to be conducted into the bore walls to cause defects such as heat-affected zones. Second, the tendency of the secondary pulse to clear the ablation products from the hole helps prevent hole occlusion. Third, the effects of a hot ablation plasma flowing out through a long, narrow hole must be assessed.
A simple experimental test is to vary the laser power while keeping the rest of the experimental parameters constant and then observe the changes in the resulting holes. Figure 5 shows the results of such a test in 150-μm-thick aluminum foil. In this experiment, the laser source was a Sierra with a wavelength of 532 nm, a pulse duration of 4 ns and a repetition rate of 10,000 shots per second. The output of this laser was split into two beams and recombined after one of the beams propagated through a 20-foot-long delay loop. The resulting output was a beam consisting of 10,000 pairs of pulses per second, with each pair consisting of a primary pulse and a secondary pulse separated by approximately 20 ns. This beam was focused onto the aluminum foil at normal incidence in vacuum using a 1-in. planoconvex focusing lens that produced a spot diameter of less than 6 μm on the foil. The depth of focus was ~100 μm. Each hole was drilled using 2000 laser shots.
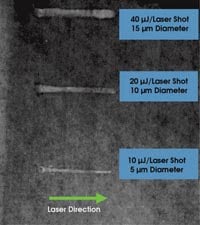
Figure 5. Increasing the laser power increases the hole size significantly beyond the diameter of the focal spot, which was less than 6 μm. Two thousand SuperPulse shots were used to drill each hole through a 150-μm-thick aluminum foil. These holes were analyzed using an x-ray microscope with the sample held at a 45¼ angle. As a result, in the above image, the holes appear to be shorter than actual size.
The results show that, as the power is increased, the hole diameter increases throughout the length of the hole to diameters substantially greater than the focal spot size. This shows that mechanisms other than direct laser ablation come into play and that, in these small holes, the plasma expands radially at the same time as it flows out of the hole, thereby ablating the hole walls and enlarging the hole. The greater the laser energy, the hotter the plasma, and the more the hole size increases (Figure 6).
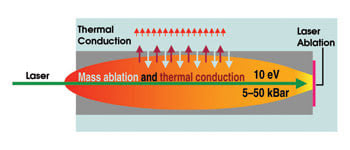
Figure 6. Shown is a crude model of the effects of hot plasmas flowing out through small, high-aspect-ratio holes. The initial plasma is hot (10 eV = 100,000 K) and at a high pressure (50 kBar = 50,000 atmospheres). It loses thermal energy to the bore walls as it flows out, and, in the process, additional material is ablated, enlarging the hole.
One might then ask if drilling at low power eventually will produce very deep and small holes. Unfortunately, in small holes, the laser undergoes power losses as it propagates through the hole, so there is a minimum power that can be used to drill a hole of a given depth. It has been our experience that, for a 5-μm hole, the greatest aspect ratio we can achieve is approximately 35:1.
Meet the authors
Andrew C. Forsman is a scientist in the inertial fusion technology division at General Atomics in San Diego; e-mail: [email protected].
Erik H. Lundgren is an engineer in the inertial fusion technology division at General Atomics; e-mail: [email protected].
Aaron L. Dodell is an engineer in the photonics division at General Atomics; e-mail: [email protected].
Aleksey M. Komashko is a scientist in the photonics division at General Atomics; e-mail: [email protected].
Michael S. Armas is director of the commercial lasers group in the photonics division at General Atomics; e-mail: [email protected].
References
1. H. Rhode (2001). LIA Handbook of Laser Materials Processing, J.F. Ready, ed. Laser Institute of America, pp. 474-477.
2. E.H. Lundgren et al (May 2007). Fabrication of pressurized 2 mm beryllium targets for ICF experiments. FUSION SCI TECH, pp. 576-580.
3. A.C. Forsman et al (Aug. 1, 2005). Double-pulse machining as a technique for the enhancement of material removal rates in laser machining of metals. J APPL PHYS, 033302.
4. A.C. Forsman and G.A. Kyrala (May 2001). Non-Doppler shift related experimental shock wave measurements using velocity interferometer systems for any reflector. PHYS REV E, Vol. 63, 056402.
5. D. Bäuerle (2000). Laser processing and chemistry, Springer Berlin, p. 244.
6. C. Lehane and H.S. Kwok (July 2001). Enhanced drilling using a dual-pulse Nd:YAG laser. APPL PHYS A: MATER SCI PROCESS, pp. 45-58.