Frank Gäbler, Coherent Inc.
Materials processing spans many industries and encompasses an ever-widening range of applications, supported in turn by a broad spectrum of lasers, including CO2, fiber, direct-diode, diode-pumped solid-state (DPSS) and excimer lasers. This market is huge and diverse – far from monolithic – and new process developments or significant advances in laser technology are driving growth in key applications. As a result, laser manufacturers have responded with an ever-expanding range of products and technologies, and this diversification and specialization shows no signs of abating.
Laser cladding
Cladding involves the creation of a new surface layer on top of a base material. It is a widely used process for improving the surface and near-surface properties (e.g., wear, corrosion or heat resistance) of a (usually) new metal part, or to resurface a used worn component so it can be machined back to original dimensions.
Cladding is employed in several industries; examples range from hard teeth for gears to corrosion-resistant large pumps and shafts for shipping and oil/gas rig applications. Traditional techniques for cladding are thermal spraying and arc welding. In thermal spraying, the clad material is melted by a flame or electricity, then sprayed onto the workpiece, which usually remains <200 °C. It is a fast, relatively inexpensive process that results in minimal peripheral heating. However, it produces a thin coating rather than a true metallurgically bonded layer. This can lead to problems with adhesion and poor wear resistance, especially to pinpoint loading.
In arc welding methods, some type of plasma arc is established to melt the surface of the base material. The clad material is then introduced in either wire or powder form and is also melted by the arc, forming the clad layer. The result is a true metallurgically bonded clad layer. But significant mixing of the substrate and clad materials, called dilution, can occur, which affects the final properties of the surface layer, requiring thicker cladding. And the intense heating can cause part distortion, resulting in the need for major postprocessing machining. Moreover, when cladding with powder, capture rates of approximately 80 percent are typically achieved.
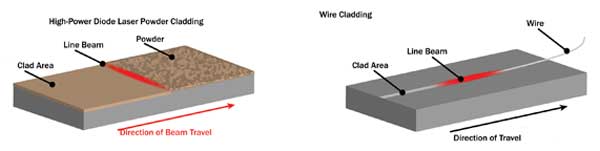
Figure 1. The line beam profile from an HPDDL is a geometry that enables high-throughput cladding using either powder or wire. Photo courtesy of Coherent Inc.
In contrast, laser cladding can deliver most of the advantages of thermal spraying and arc welding, with virtually none of their drawbacks. The laser melts the cladding material (in powder or wire form) as well as a thin surface layer of the substrate. The result is a metallurgically bonded clad, with very low dilution and minimal part distortion, and a powder-capture rate of up to 95 percent.
In the past, laser cladding was performed with CO2, various types of Nd:YAG and, more recently, fiber lasers. Although these yielded clads with better adhesion and wear characteristics, practical factors related to cost, speed and implementation impeded widespread adoption of laser cladding.
Laser manufacturers have responded to this need by designing high-power direct-diode systems specifically for cladding applications. In these products, high-power diode laser bars are packaged as a 2-D array to reach multikilowatt output-power levels. These compact laser heads deliver high electrical efficiency, long-life reliability and robust operation in harsh manufacturing environments. Moreover, the near-IR wavelength of these lasers is highly absorbed by most metals. Plus, their large area output “beam” can be easily reshaped to produce a wide range of line profiles, well matched for high-throughput, powder or wire-fed cladding applications (Figure 1). For example, a Coherent HighLight diode laser system can deliver beams up to 12 mm wide and up to 36 mm in length. Not surprisingly, laser cladding is now growing at a healthy pace and finally taking market share from thermal spraying and arc welding (Figure 2).

Figure 2. The output of a 4-kW direct-diode laser system (Coherent 4000L) applying a tungsten carbide blend on a seal area to provide a highly wear resistant surface. Photo courtesy of F.W. Gartner Thermal Spray.
Digital converting
Converting traditionally refers to turning paper, plastic film and other web-type materials into preformed packaging or other specialty products. Over time, the term has broadened to encompass other web-based products, including cutting polarizer films for flat panel displays, cutting flex circuits, and a range of film-cutting and -scoring applications for medical disposables such as blood testers. The laser has replaced knives, needles, slitters and die boards in many of these applications because of advantages including noncontact cutting, no tool wear and no need for hard tooling (die boards).
Sealed CO2 lasers are well established in converting, dating back to their early use for slitting and perforating carbonless, multipart papers, and for replacing die boards for stamping out foldable cardboard boxes and cartons. More recently, they are widely used for plastic films and plastic/paper/metal foils and laminates used in custom packaging, particularly for the foodstuffs industry. Compact sealed CO2 lasers based on folded-resonator technology or on slab resonator design have been optimized for laser converting applications and currently dominate this application.
The major reason for this success is that sealed CO2 lasers are the only economical laser source capable of processing metals, paper products and organics (plastics). These lasers enable compact converting subsystems that can be added to existing slitters and rewinders with no increase in labor costs or processing time.
Two important new technological trends in this industry are the rapid growth of digital converting and the use of alternative CO2 output wavelengths. Digital converting is the integration of laser technology with software/hardware systems for complete, real-time flexibility and versatility. In a single run, the laser can be used to cut or score increasingly complex patterns, incorporating hole drilling and kiss cutting, all under computer control. For packaging applications, this supports the creation of complex cartons and other containers with brand-unique shapes. And it is ideal for short runs where die boards would not be economically practical. Just as important, this approach enables seamless combination of converting and printing processes in a single, high-throughput line to produce products that include high-quality graphics and/or 2-D bar codes or other identifiers, sometimes collectively called digital finishing.
The advent of commercial CO2 lasers with output wavelengths other than the traditional 10.6 µm is also having a significant impact on converting, particularly for the flexible food-packaging market. This is because most polymer films have an IR absorption spectrum consisting of numerous sharp peaks. Consequently, small shifts in laser wavelength can have a dramatic impact on absorption efficiency. Polypropylene, for example, has much stronger absorption at 10.2 µm than at 10.6 µm. As a result, a 10.2-µm CO2 laser can cut some of these films up to 2.5 times faster than one operating at 10.6 µm (Figure 3), enabling higher throughput, reduced HAZ (heat-affected zone) and lower overall processing costs.
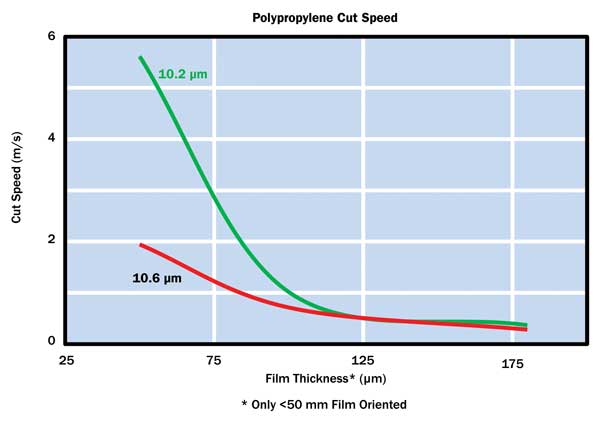
Figure 3. Several plastic films cut much faster with a CO2 laser output at 10.2 µm instead of the traditional 10.6-µm wavelength. The difference is particularly high at 50-µm film thickness because the film sample was an ‘oriented’ polypropylene film that features a much stronger absorption peak at 10.2 µm than does the unoriented film.
Cutting sheet metals and nonmetals
Laser cutting of sheet material – for materials as diverse as stainless steel and shoe leather – is almost as old as the laser itself. Originally, these cutting applications were dominated by multikilowatt, flowing gas CO2 lasers. Over the past few years, higher-power (up to 1 kW) sealed, slab discharge CO2 lasers have taken some of this market; this is because their short-rise-time pulses increase their peak power, resulting in greater piercing power.
Also, over the past five years, fiber lasers have made substantial inroads in the cutting market. However, first-generation fiber lasers do have some practical and cost limitations relative to CO2 lasers; their architecture does not support field serviceability, which can have a significant impact on the cost of ownership. This limitation has been addressed in second-generation fiber lasers, which use a modular architecture and monolithic diode arrays for pumping, rather than multiple individual diodes with separately spliced fibers. This enables simple field replacement of components if needed.
Determining which laser technology is best for a given cutting application requires a detailed cost analysis and some process evaluation in the applications lab, but the market typically splits as follows. Most nonmetals, such as plastics, have poor absorption at the near-IR (around 1 µm) output wavelength of fiber lasers. This leads to charring and thermal damage rather than clean cutting. In contrast, the longer-wavelength (10.6 µm) CO2 output is well absorbed by most organic materials, including plastics, fabrics, leather and wood. Thus, applications such as sign cutting and engraving are dominated by low-power (<1 kW) CO2 lasers. For steel of up to a few millimeters in thickness, >1-kW CO2 or fiber lasers can both do the job. For situations where this is the only task, such as making outer skins for white goods (Figure 4), the fiber is a safe choice, generally delivering better cut quality and lower consumables costs. But for job shops where both metals and nonmetals are to be processed, the CO2 is the better choice. For steel up to 12 mm (stainless) or 20 mm (mild), or for highly reflective metals such as copper and brass, a multikilowatt fiber is by far the best option.

Figure 4. When metal processing is the only task, as with making outer skins for white goods such as these washing machines, fiber lasers are a safe choice.
New materials-processing composites
Looking to the future, new materials will displace metals in many industries. For example, carbon fiber-reinforced plastics (CFRPs) are composite materials that possess a highly desirable strength-to-weight ratio. They were developed primarily for aerospace applications, but can now be found in products ranging from automobiles, sailboats and racing bicycles to golf clubs.
A CFRP consists of two main components. The first is the reinforcement, which provides load-bearing strength and rigidity. It is carbon fiber, usually woven like a fabric. The second part is the matrix, usually consisting of epoxy, which surrounds the reinforcement and binds it together.
Larger CFRP structures, such as airplane bodies, are typically constructed by joining individual pieces. This can be accomplished using conventional mechanical fasteners (screws, rivets, etc.), but this approach has several drawbacks; e.g., drilling through holes for fasteners can damage the load-carrying fibers. Also, stress concentrates around fasteners, meaning that reinforcement may be required, which increases the total assembly weight. As a result, adhesive bonding has become widely used for joining CFRPs.
As with any adhesive application, good bonding requires a pristine surface, free from dust and chemicals/lubricants such as mold-release agents. However, any surface cleaning must not cause any damage to the underlying CFRP and especially the load-carrying fibers. Several techniques are currently in use for the cleaning and preparation of CFRP parts prior to adhesive bonding. Mechanical abrading is mainly used, but there are a variety of other blasting processes as well as the removal of so-called peel plies (sacrificial outer layers). All have well-known drawbacks.
The excimer laser has a long history of thoroughly cleaning surfaces without causing damage; e.g., with rare artwork. It is now proving ideal for CFRP surface preparation for several reasons. First, compared with a 1-µm wavelength, the deep-UV excimer output is absorbed on the resin surface and removes material primarily through photoablation, rather than the thermal mechanisms typical with longer laser wavelengths. This results in essentially no HAZ and enables highly precise material removal. Next, the large rectangular beam produced by excimer lasers can easily be shaped and homogenized to match the geometry of typical CFRP surface preparation applications. Finally, excimer lasers offer a unique combination of high per-pulse energy and repetition rate in the UV, thus supporting rapid material removal and high throughput even with larger CFRP parts.
Meet the author
Frank Gäbler is director of marketing for the materials processing segment at Coherent Inc. in Santa Clara, Calif.; email: [email protected].