Chalcogenides are quickly becoming the material of choice, thanks to advances in system modeling tools and metrology techniques, combined with the efficiencies of precision glass molding.
ERICK KOONTZ AND WALLACE LATIMER, FISBA
When it comes to designing IR imaging systems, manufacturers have traditionally worked with crystalline materials such as germanium. To make compact, lightweight systems, fabricators are driven to use aspheric surfaces, which has meant diamond turning. Chalcogenide (ChG) glass has emerged as another material option for IR optical elements. Not only does it boast excellent performance, but more importantly, it can be fabricated using scalable precision glass-molding (PGM) methods.
One of FISBA’s Toshiba precision glass-molding (PGM) machines with IR heater on. Courtesy of FISBA.
Several technologies are converging to enhance the capabilities of IR imaging systems. Advances in detectors provide useful options to system designers from the shortwave IR (SWIR) through midwave (MWIR) and to longwave (LWIR). System modeling tools are matching that improvement, and it is now possible to predict the performance of complex systems, as well as model intricate surfaces. At the same time, advances in metrology techniques make it possible to validate individual components and overall system performance at each stage of the development process.
These advances mirror those of optics for visible systems, with the important exception that many key materials that are transparent in the visible are opaque in the IR, so IR systems must use alternates.
Crystalline materials
Traditional IR optical elements are composed of crystalline materials such as germanium (Ge), zinc sulfide (ZnS), zinc selenide (ZnSe), and tin (Si), which can be diamond turned and conventionally ground and polished. Improved fabrication techniques now enable creation of aspheric surfaces; this allows for compact, lightweight designs. All of these attributes have come together to create growing interest in IR imaging systems suitable for surveillance, security and guidance.

A military night-vision sensor product deployed in the field. Courtesy of FISBA.
Single-point diamond turning is a well-accepted and established precision manufacturing method for IR optics. However, economies of scale require purchasing additional machines, and global production capacity is limited.
Designers have been stuck with expensive and slow diamond turning throughout the production run. Additionally, the last optical element would take almost as much time to produce and validate as the first or the 10th because each part is uniquely produced.
ChG glass optical elements can be diamond turned, but they can also be produced with PGM. After up-front design, engineering and mold production, PGM elements can be produced quickly, and the 10,000th element is identical to the 10th. Once the tool has been validated, the inspection requirements for successive production runs become straightforward.
This opens up the opportunity for designers to take advantage of economies of scale for serial production quantities. That is, they can produce prototype and qualification runs with optical elements composed of traditional materials, and then modify the design for ChG and ramp up to production quantities.

Precision-molded IR lenses and a ball preform made from chalcogenide glass. Courtesy of FISBA.
But the real opportunity is much more significant. Designers can produce prototypes, qualification systems and production runs, all from the same ChG material. There’s no barrier to enter into the streamlined design and production world of ChG glass IR element production other than a lack of familiarity with PGM as a manufacturing method and ChG glass as an IR material.
In PGM, glass is heated until it softens and is then compressed between two molds under force. PGM is suitable for glasses that have relatively low transition temperatures. ChG glass has an advantage over visible light glasses because it has a lower transition temperature, so molding can be done more easily.
The PGM process cools the glass from its molding temperature down to room temperature. Because of the thermal cycling of the glass, molded optics have what is called “index drop,” which means the finished optics don’t have the same index as the catalog specification for fine annealed glass. The index drop is repeatable and well characterized, so the effect is easily included in design models.
The molds for ChGs are often produced by diamond turning, which means the same precision aspheric surfaces coming from diamond turning an individual part are transferred to each of the many molded copies. Inflection points, tight radii of curvature and other small design features are usually not a problem. PGM-produced components do have some constraints on their center- to edge-thickness ratio, generally related to factors such as residual stress in the material and shrinkage. Thickness also affects the heating and cooling time and may drive component price. Very sharp corners and rapid thickness transitions can be problematic, but if those types of features are called upon for precision mounting, they can be incorporated with standard postmolding processes.
PGM parts can either be molded to their final diameter, or pressed bigger than the finished part diameter and then centered.
Diamond-turned parts can’t get much smaller than 5 mm in diameter, as it becomes increasingly difficult to attach the blank to the chuck. But precision glass-molded elements have no theoretical lower limit, although lenses as small as 1.5 mm in diameter are a typical minimum. A reasonable upper limit for molded parts is about 35 to 45 mm in diameter, but larger diameters are possible.
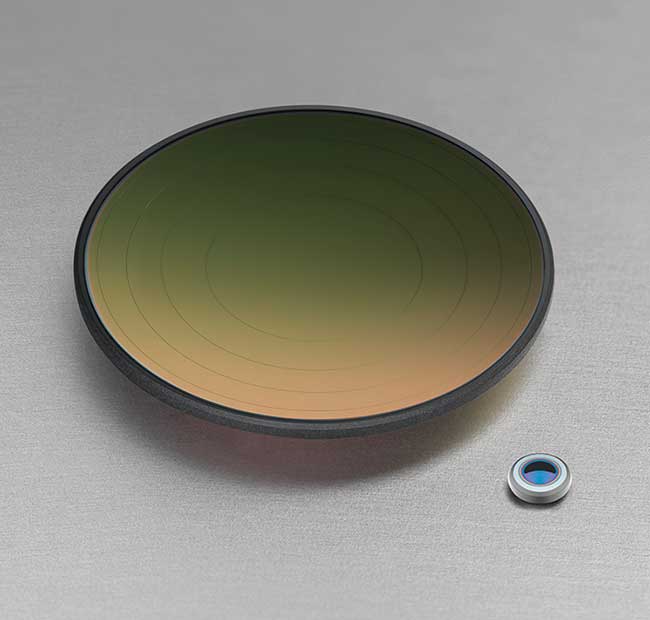
An IG6 molded aspheric diffractive lens with antireflection coating (~25 mm) and a 2.5-mm IG5 biconvex collimation lens. Courtesy of FISBA.
PGM lowers the cost per piece and the component processing time. Initial costs are relatively high because of the nonrecurring engineering costs for tooling. However, somewhere in the thousand- to several-thousand-part range, the reduced per piece costs outpace the initial investment. And when considering going to high volumes, planning for PGM down the line makes it easier to transition from fabrication of prototypes and qualification units into production, as no drawing or material change is needed.
Group 16
In 1932, two German scientists, Wilhelm Blitz and Werner Fischer, proposed the name “chalcogen” for the elements in group 16 on the periodic table. Those elements include oxygen, sulfur (S), selenium (Se), tellurium (Te) and polonium. S, Se and Te are the chalcogens that form ChG compounds that can be made into IR optical glass. ChG glass is composed of chalcogen compounds arranged in an amorphous network with no long-range order. Dual-element glasses such as As2Se3 (arsenic triselenide) have a 3D-like structure held together by van der Waals forces, while ternary or more complicated ChG glass is cross-linked
by stronger interatomic bonds.
The unique chemical and physical properties of ChGs make them attractive candidate materials for IR optics. The five to seven mainstream industrial “flavors” of ChG glass have a high transmission over a wide wavelength range (from about 1 µm to 12 to 14 µm), an index of refraction broadly comparable to traditional IR materials, and lower melting and glass transition temperatures than visible glasses — so they are an excellent fit for PGM.
The physical properties of the material also make them workable with diamond turning and conventional grinding and polishing methods. There are some variations among nominally identical ChG glass from different suppliers, primarily depending on how much the suppliers purify the arsenic, selenium or other elements prior to synthesizing the ChG. These different formulation processes don’t modify the material properties significantly, except for extending the long-wave transmission window cutoff from 12 to 14 µm in certain cases.
Another key advantage ChGs hold over germanium is the lack of thermal darkening. Heated above 65 °C, germanium becomes opaque in the IR. ChGs are stable to +100 °C or greater depending on the composition. Mechanical hardness is about the only area where ChGs aren’t advantageous over germanium. However, with hard coating, ChG glass can be just as robust.
Component designers need to incorporate the PGM index drop into their models, but that’s not as complex as it might appear.
Although the heating and cooling cycle of molding lowers the index of refraction from that of the fine-annealed raw material, there’s not much difference between the index profiles for parts created with different cooling profiles. The actual cooling profile tends to be dominated by the very low thermal conductivity of ChGs, self-limiting the cooling rate and evening out differences between distinct PGM parts. The bottom line: As long as designers include the index drop in the material description of their modeling program with measured data available, the design and simulation will be accurate.
Large-scale production
PGM is not often cost-effective for spherical surfaces — custom tooling for grinding and polishing is usually the
way to go for spheres. PGM excels for moderate- to large-scale production of complex and detailed parts. For example, if an optical element has two aspheric surfaces, their proper relative orientation is critical to reach performance goals. With traditional fabrication and metrology methods, the orientation of each surface must be individually measured and controlled. With PGM, once the tool (the mold) has been qualified, the job is done.
IR diffractive optical elements are also excellent candidates for PGM-fabricated ChGs. Small and sharp features are cut into the tool with diamond turning, and then those features are reproduced in each part. The same advantages apply to freeform components — once the tool has been qualified, production runs are efficient and straightforward.
IR system design is inherently a complex and intricate process, and optical component design is often the most critical element of an entire project. Performance predictions must be validated with prototypes, the manufacturing protocols must be verified with qualification units, and the performance of the qualification units must be transferred to large-scale production units.
When designers incorporate production-phase requirements into their prototype designs, the overall process becomes dramatically simplified.
There is no question that moderate-to large-scale production runs are more efficient with precision glass-molded ChG glass components. Keeping that end point in mind, designers can make prototype ChG parts with diamond turning or traditional grinding and polishing, but with design features that seamlessly transition to PGM.
Foresight in early stages eliminates many of the hurdles of changeover from qualification to production, improves efficiency, and reduces cost over the entire product life cycle.
Meet the authors
Erick Koontz, Ph.D., leads precision molding R&D and production for FISBA in the U.S. His Ph.D. is in glass science from Clemson University, focusing on chalcogenide glass; email: [email protected].
Wallace Latimer is sales director at FISBA with over 25 years’ experience in optical systems. He has a bachelor’s degree in optical engineering from the University of Arizona. He leverages his experience in a wide array of applications and technologies; email: [email protected].