Material, substrate and packaging are key components in making a flexible active-matrix OLED display.
Rui-Qing Ma, Mike Hack and Julie J. Brown, Universal Display Corp.
Imagine a display as thin as paper that can be rolled into a small tube, wrapped around objects such as a cell phone, dropped on the ground or even hammered and yet still function. In addition, the exhibit shows the highly pure color and crisp high-speed motion pictures that can be viewed from all directions with the same high quality while consuming very little power. Such displays are close to being a reality, thanks to organic LEDs (OLEDs).

A universal communication device is a portable communication tool with a rollable display screen.
Phosphorescent OLEDs
The first efficient small-molecule OLED devices were invented in the 1980s by Tang et al. from Eastman Kodak of Rochester, N.Y. In these fluorescent small-molecule OLEDs, light emission occurs from singlet excitons. The internal quantum efficiency is limited to approximately 25 percent because about 75 percent of the excitons are formed in the triplet state. Based on the early pioneering work by Stephen R. Forrest at Princeton University in New Jersey and by Mark E. Thompson at the University of Southern California, Los Angeles, researchers at Universal Display Corp. of Ewing, N.J., are developing the next generation of OLEDs, which are high-efficiency phosphorescent devices.
In a phosphorescent system, all singlet excitons may be converted into triplet states through intersystem crossing around a heavy metal atom. The triplet states may emit radiatively, enabling up to 100 percent internal quantum efficiency.
The use of phosphorescent OLED technology enables displays to have lower power consumption than a backlit active-matrix LCD, extending battery life for mobile devices and providing power savings compared with fluorescent OLED technology. In addition, lower drive current reduces the display operating temperature, which will extend the display’s operational lifetime. The high conversion efficiency of phosphorescent OLEDs has additional benefits, particularly to flexible active-matrix OLED displays. The lower drive current requirement will make it easier to use amorphous silicon and eventually organic thin-film transistor as the backplane technology, will provide more tolerance for the bus-line resistance and will simplify the manufacture of displays on flexible substrates.
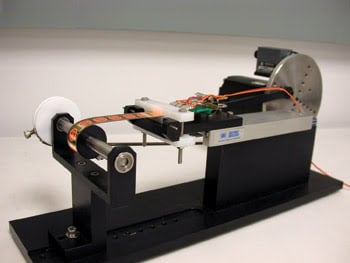
An operating flexible OLED icon display is tested on a flex tester, which rolls and unrolls it around a 1-in.-diameter cylinder. After 2500 cycles, there was no shorting within the display and no observed damage to the icons.
Active-matrix LCD is today’s dominant display technology, working in transmissive mode and requiring that both substrates be transparent. The region occupied by the pixel-driving circuits cannot be used for light transmission, resulting in low light output efficiency. As an emissive display technology, OLED requires only one transparent surface that enables the fabrication of a top-emission OLED using opaque materials such as metal foils as substrates. In such a display, light emits from the top surface through the cathode. Because OLED material can be deposited on top of pixel-driving circuits, the entire pixel area can be used for light emission, resulting in high output efficiency.
By using the combination of a transparent conductive oxide layer and a thin metal layer, the transparent compound cathode technology enables high-efficiency top-emission OLEDs and transparent OLEDs (if both surfaces are transparent). Compared with the thin-metal-only approach, a compound cathode results in wide ranges of transparency-conductivity performance, better efficiency and lifetime, and potential high yield.
Flexible substrate
Currently, most glass-based active-matrix OLEDs are fabricated using polysilicon backplanes, and several commercial products are already on the market. While polysilicon has proved itself to be a viable active-matrix OLED backplane technology, the high efficiency of the phosphorescent material system enables the use of amorphous silicon backplanes. The advantages of these for active-matrix OLED production are lower cost and the ability to leverage the large amorphous silicon thin-film transistor manufacturing base that already serves the active-matrix LCD industry.

A flexible top-emission active-matrix OLED display was fabricated in collaboration with LG Philips LCD. The prototype is a portrait-configured 4-in. quarter VGA, 100-ppi full-color OLED display. It was built on 76-μm-thick metal foil and offers 256 gray-scale levels per color (8 bit). The display can portray a variety of images, including full-motion video.
The main issue with amorphous silicon is the shift of threshold voltage over time, which is being addressed with better device and circuit design. Organic thin-film transistors are an emerging technology that holds significant promise as a future backplane solution, especially when combined with plastic substrates. However, many technical issues such as stability and uniformity must be solved before the transistors can become commercially viable.
Three material groups have been considered as flexible substrates for active-matrix OLED displays: flexible thin glass, thin metal foils and plastic films. Although thin glass has good thermal and barrier property, it is less flexible, it is brittle, and it can be difficult to handle. Thin plastic films have excellent flexibility; however, their thermal properties limit the maximum process temperature of the conventional silicon-based thin-film transistor backplanes (~300 °C).
Furthermore, plastic materials let oxygen and water penetrate easily, causing OLED material to degrade. Flexible metal foil offers a number of advantages that include reasonable flexibility, enhanced thermal and mechanical durability, an excellent permeation barrier property and potentially lower cost when compared with the flexible plastic substrates that are available today. As a result, although acknowledging that plastic film may become a viable option in the future, Universal Display has chosen metal foil substrates for current work on flexible OLED displays.
As a disadvantage, standard mechanical-grade stainless-steel foil, which typically has an average surface roughness on the order of 100 nm rms, has to be planarized for use in active-matrix OLED displays. By using a polyimide layer that serves as both an electrical insulation and surface planarization layer, our planarized steel foils have an average roughness of less than 1 nm. The performance of amorphous silicon thin-film transistors grown on these planarized substrates is comparable to that of those grown on glass substrates.
Conformal packaging
Another critical component for flexible OLEDs is the development of a flexible permeation barrier. OLEDs degrade with exposure to atmospheric oxygen and water, causing oxidation and delamination of the metal cathode, as well as detrimental electrochemical reactions within the organic layers. With glass-based OLED displays, this problem is addressed by sealing the display in an inert atmosphere using a glass or metal lid attached by a bead of UV-cured epoxy resin. For a flexible top-emission OLED built on metal foils, a conformal encapsulation layer must be deposited on top of the OLED.
Universal Display worked with Vitex Systems Inc. of San Jose, Calif., to develop long-lived thin-film encapsulated OLEDs fabricated on metal foil substrates. The barrier consists of alternating layers of polymer films and inorganic oxide. While oxide layers act as permeation barriers to the diffusion of water and oxygen, the polymer layers prevent propagation of defects through the multilayer structure, protect the oxide layers from mechanical damage and provide flexibility to the over-all film. Results indicate that the lifetime of thin-film encapsulated OLEDs on metal foils is comparable to that of standard OLEDs in a glass-to-glass package.
To further protect and ruggedize a flexible OLED display, an adhesive material and process have been developed to laminate an antireflection hard-coat film over the thin-film encapsulated flexible OLED. This work has been performed with National Starch & Chemical of Bridgewater, N.J. The conformability of the laminated display was tested by wrapping a 3.25-in. display around a cylinder at a radius of 1.5 in. No delamination was evident after more than 3600 hours.
We have demonstrated a flexible full-color top-emission active-matrix OLED on metal foil, combining an amorphous-silicon backplane from LG Philips LCD of Seoul, South Korea, with phosphorescent OLED and flexible OLED technologies. This prototype may be the world’s first high-resolution full-color active-matrix OLED built on flexible metal foil using a-Si backplane technology. With its thin, lightweight and rugged form factor, it represents a major step toward demonstration of the commercial viability of flexible display products.
Meet the author
Rui-Qing Ma is department manager of flexible OLED displays at Universal Display Corp. in Ewing, N.J.; e-mail: [email protected].
Mike Hack is vice president of strategic product development; e-mail: [email protected].
Julie J. Brown is chief technical officer and vice president; e-mail: [email protected].