Precise motion control improves manufacturing of fiber optical microresonators.
Florian Warken and Arno Rauschenbeutel, University of Mainz, and Thomas Bartholomäus,
Newport Spectra-Physics GmbH
The advent of tunable narrowband lasers in the 1970s gave scientists a powerful tool to control and probe atoms and molecules, opening the door to an exciting world of quantum physics. When atoms and molecules are exposed to the intense electromagnetic fields created by laser light, they can be cooled and trapped, becoming prime objects for studying and illustrating interactions between light and matter at the ultimate microscopic level.
Because the propagation of light can be manipulated only through material devices, the control of light and matter interactions at the atomic and quantum levels requires the development and availability of devices that isolate single photons and that significantly enhance their coupling with the atoms.
Tapered optical fibers with diameters ranging from a few optical wavelengths to the subwavelength regime are among the devices that hold great promise for enabling such cavity quantum electrodynamics experiments. Fibers for cavity quantum electrodynamics can be tailored so that single photons interact with single atoms or molecules, creating interactions that can be even stronger than natural dissipative processes and that are far different than light-matter interactions at the bulk level, where many photons interact with a large atomic or molecular sample.
Tapered fibers enable new types of biological and chemical sensing and have already proved themselves useful in supercontinuum generation and as atomic mirrors. However, cavity quantum electrodynamic devices made from tapered fibers with diameters down to less than 1 μm are difficult to manufacture predictably and reproducibly. In our research group, formerly located at the University of Bonn and now at the University of Mainz, we developed a process for making whispering gallery mode optical microresonators from optical fibers (Figure 1).
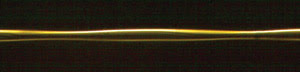
Figure 1. A microresonator was formed from a 16-μm-diameter tapered fiber by local heating with a focused CO2 laser beam and concurrent stretching. Light inside the whispering gallery mode resonator circles around the fiber axis close to the surface. Simultaneously, the light travels back and forth along the fiber axis between two caustics located in the two microwaists.
Exhibiting ultrasmall volumes and high-quality factors on par with established whispering gallery mode resonators made from silica microspheres and microtori, these new “bottle resonators” also can be tuned to any desired resonance frequency.
Tapered fibers
Tapered fibers are constructed by locally heating a standard glass fiber while elongating it until the desired diameter is achieved. The properties of optical fibers with diameters of less than 1 μm directly speak to the difficulty in creating these devices.
Standard telecommunications-grade silica fibers with diameters of about 125 μm are constructed with separate core and cladding materials with different indexes of refraction, causing the light to travel down the core rather than to emit radially. When pulling optical fibers with diameters of less than 1 μm, the optical core essentially vanishes, leaving the cladding material as the core. The surrounding vacuum or air acts like cladding in this case, and the fiber tends to exhibit useful properties for atomic traps, such as high power density at the fiber surface, deep penetration of the evanescent wave into the external surroundings, and a cylindrical asymmetry in the field distribution that depends on the polarization of the light.
Pulling process
Locally heating the fiber and pulling its ends apart gradually reduces its diameter. A tapered fiber, therefore, is composed of a section of standard fiber, a taper transition (marking the transition from 125 μm to submicron diameter), a taper waist and then another taper transition back to the standard diameter fiber. The taper transitions must satisfy adiabaticity at all points. At the same time, short taper transitions are useful for compactness of the final device. Experimental results have shown that it is useful to have a relatively long, narrow waist — stretching millimeters, or even centimeters — with a homogeneous diameter.
It is possible to establish a simulation that allows calculating the taper profile that results from a given pulling sequence; however, implementing this pulling sequence is not trivial. In other words, creating a tapered fiber with an optimized shape becomes a difficult problem.
At first blush, suspending a fiber and heating it homogeneously over an area of variable width while pulling the fiber would seem to be the easiest method to create tailored taper profiles, but homogeneity and local control of the heat source along the relatively long length of the optical fiber are two problems among many. Most experimental setups, therefore, use a traveling heat source that moves up and down the length of the fiber as it is pulled to create specific fiber diameters of about 1 μm. With further analytical simulation, we produced fibers with diameters of about 500 nm and with 80 percent transmission using this technique.
Further calculations suggested a way to further improve the taper process by making the heat source stationary and moving the fiber while it is being pulled. With careful simulation of a moving fiber and a stable heat source, and with a precision motion control profile enabled by a combination of an XPS high-performance motion controller and a pair of nested XM series ultraprecision linear motor stages, both from Newport Corp., it was possible to improve the pulling process to create tapers with diameters down to 100 nm, while tapers with a 500-nm diameter reached transmissions in excess of 97 percent at a wavelength of 852 nm.
Perfecting the pulling sequence
In the new optical fiber taper production facility, a stack of two collinear high-precision linear motor stages is used (Figure 2). One end of the fiber is connected to the bottom stage, while the other end is connected to a second stage located on top of the first.
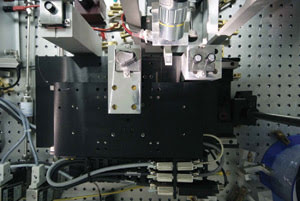
Figure 2. The fiber-pulling machine uses linear stages with a mounted fiber and the burner nozzle underneath. This top view shows the central part of the machine.
When the bottom stage moves, the entire fiber moves along the stationary heat source realized by a hydrogen and oxygen flame. When the top stage moves, the fiber is pulled. This design has been chosen to reduce the constraints concerning the synchronization of the stages. However, it requires extra attention when the bottom stage reverses direction. If the fiber remains in one position for too long — on the order of milliseconds — the taper is damaged. At the same time, if the bottom stage reverses direction too abruptly, it creates vibrations that affect the pulling of the top stage, distorting the taper out of specification.
Implementing a pulling sequence that exactly follows the calculated design was greatly improved by the addition of an XPS motion controller and its position-velocity-time mode, in which the device provides precise position and velocity control synchronously among multiple axes to enable predetermined nonlinear motion. These nonlinear motion profiles are key to establishing a well-controlled fiber pulling synchronized to the fiber heating process.
Furthermore, because of the highly predictable and repeatable motion of the stages, it was possible to compensate for mechanical vibrations induced in the top stage by the acceleration forces of the bottom stage when reversing the direction of motion.
In a first run, the effect from the bottom stage motion to the top stage motion was measured. This error was subtracted from the motion profile of the top stage. Figure 3 shows the results before and after the compensation. With this compensation method, it was possible to obtain better than 0.1-μm accuracy between the calculated motion profile and the realized motion.
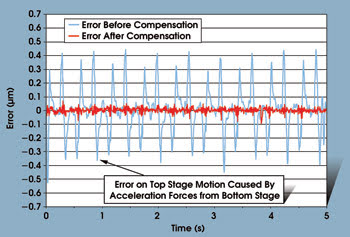
Figure 3. The accuracy of the fiber-pulling motion is shown beforeand after compensating for the effects of the acceleration forces from the bottom stage.
Meet the authors
Florian Warken is a postdoctoral researcher and Arno Rauschenbeutel a professor at the University of Mainz’s Institute of Physics in Germany; e-mail: [email protected].
Thomas Bartholomäus is director of product marketing at Newport Spectra-Physics GmbH in Darmstadt, Germany; e-mail: thomas.bartholomaeus@new port.com.