Dr. Saeed Rehman, Fibertronix AB and Dr. Lars Norin, ACREO AB
Fiber optic sensing is one of the fastest developing technologies today, and fiber sensors have seen
increased acceptance and widespread use in many commercial applications. These include
structural sensing, smart structures and civil engineering; aerospace and security;
marine, oil and gas; and health monitoring. The most common functions are temperature
and strain/stress sensing, but a variety of other parameters, such as pressure,
magnetic field, voltage and chemical species, also can be measured. The main component
of these sensors is the optical fiber, acting as the sensing element.
A key application currently benefiting from this technology is
oil and gas exploration. Data published by the US Department of Energy indicates
that approximately two-thirds of the oil discovered in the US remains in the ground
after the primary and secondary recovery operations have been completed. This results
from the lack of robust instrumentation to accurately and reliably monitor processes
in the harsh downhole environments.
Optical fiber-based sensing instrumentation has been demonstrated
to be especially attractive for the measurement of a wide variety of physical and
chemical parameters because of such inherent advantages as immunity to electromagnetic
interference, avoidance of ground loops, ability to respond to a wide variety of
measurands, avoidance of electric sparks, resistance to harsh environments, remote
operation, multiplexing capability, and ease of integration into large-scale fiber
networking and communication systems. The basic component of these devices is the
optical fiber that acts as the sensor.
Stress and strain
We define a “harsh environment” for these optical
fibers as follows: temperatures above 100 °C; atmospheres containing water
(liquid or vapor), hydrogen or other gases that destroy the fiberglass or coating;
mechanical stress imposed by tight bend configurations or linear movements; and
ionizing radiation such as UV, x-ray or gamma. Commercially available sensors for
measurement of pressure, temperature and liquid flow exhibit shortened lifetimes
in these conditions, which are characterized by high pressures, temperatures up
to 250 °C and chemically reactive fluids. In many of these conditions, the
glass will not be directly exposed, but the coating will play the key role in protecting
the glass. If the coating survives, the glass will continue to perform.
Optical fiberglass has a mechanical strength that is inherently
better than that of steel or copper. The primary role of the coating is to protect
the glass surface from abrasion, which would drastically reduce the mechanical strength
of the fiber. To maintain this protection, the coating must not burn off, disintegrate
or peel during operation in harsh environments. Furthermore, the coating should
not change its dimensions or lose flexibility, thus causing optical attenuation
because of microbends.
It is important for systems designers or fiber end users to select
the most suitable coating for their specific operating conditions. For example,
standard telecom acrylates are rated only up to 85 °C, but special coatings
such as polyimide, silicone and high-temperature acrylate are available that are
suitable for higher temperatures. The high-temperature acrylate, which can withstand
up to 150 °C, is a good alternative at moderate temperatures. Silicone, although
suitable for temperatures up to 200 °C, sometimes is not as popular with systems
engineers due to its outgassing. Polyimide, on the other hand, is a robust coating
for high pressure and temperature up to 300 °C.
Coating that sticks
In a high-pressure ambient, some polyimide coatings may degrade
and peel off from the glass, thus exposing the surface. One solution is to use a
coating that adheres strongly to glass, such as the polyimide coating from Fibertronix,
which can sustain high pressures due to this quality. Figure 1 shows the degradation
of different fibers under high-pressure exposures.
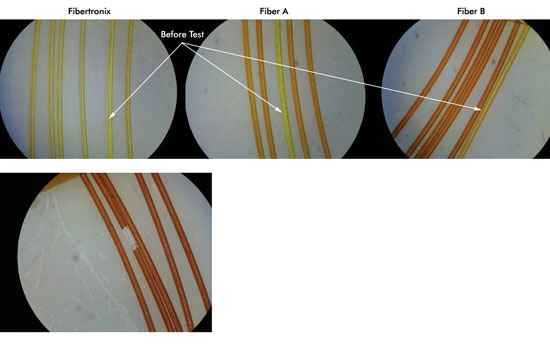 Figure 1. Polyimide fiber exposure to 180 °C and 1034 bar pressure.
The fibers marked “before test” are not exposed.
Figure 1. Polyimide fiber exposure to 180 °C and 1034 bar pressure.
The fibers marked “before test” are not exposed.
Besides serving as a mechanically protective layer, the coating
is essential also for defending the glass surface from moisture and tight bends.
Water adsorbed on the glass surface enhances crack propagation upon mechanical stress,
which eventually leads to fiber breakage (fatigue). Special hermetic coatings such
as carbon can block water permeation and reduce such fatigue, increasing the lifetime
of the system. These hermetic coatings also can be optimized to block diffusion
of hydrogen into the fiber.
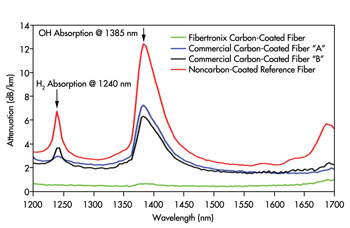
Figure 2. Spectral attenuation for four types of fiber after exposure
to 1 atm H2 at T = 170 °C.
It is well known that hydrogen readily diffuses into the core
of a standard fiber and creates a strong increase in optical background loss, a
typical problem in downhole oil and gas fiber sensor applications. Only by employing
hermetically coated fibers has it become practically possible to exploit fiber optic
sensors for applications in hydrogen-rich environments. Figure 3 illustrates the
effective blocking of H2 by carbon-coated fibers. The Fibertronix carbon coating
effectively protects the fiber from these losses when it is exposed to hydrogen-rich
environments at high temperatures.
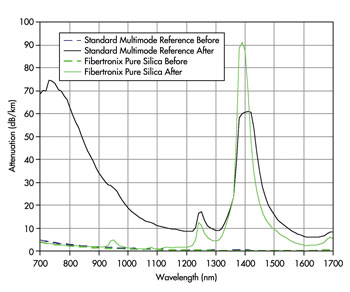
Figure 3. Spectral attenuation for a conventional (germanium-doped) multimode fiber before
(dashed) and after (solid) three weeks of exposure to 1 atm H2 at T = 250 °C.
However, in many applications, it is not desirable to use carbon
coating, and alternative solutions are required to protect the glass from the attack
of the hazardous gases. One possible solution is to modify the glass composition
of the core.
Pure silica core
A different approach to mitigating H2-related loss is to use a
fiberglass material less prone to chemical reaction. By using a fiber with a pure-silica
core (PSC), the H2-induced loss is much less severe. Hydrogen will still diffuse
into the pure silica to form molecular absorption at 1240 nm, and Si-OH absorption
occurs at 1385 nm. The important difference, however, is that conventional germanium-doped
fibers also display a strong induced attenuation for shorter wavelengths due to
reaction with germanium sites, whereas the PSC fiber remains practically unaffected
in this region. Hence, PSC fibers will be perfectly suited in distributed temperature
sensor applications in harsh environments, since they frequently use a 1064-nm signal
wavelength.
Ionizing radiation is harsh on the fiber, as it induces optical
losses that limit the lifetime of fiber optic devices, for instance in the nuclear
industry. This induced loss is dependent on the composition of the glass. Not only
do PSC fibers sustain ambients with hydrogen and heat, but also they are less prone
to radiation-induced losses. Another approach to obtaining radiation hardness is
adding certain dopants to the fiber core glass. Cerium has been demonstrated to
mitigate gamma ray-induced darkening by annihilation of color centers in the silica.
Unfortunately, prolonged exposure to radiation also leads to deterioration of most
polymer coatings. This problem may be circumvented by applying a metal coating.
Radiation hardness
A number of added functionalities can be obtained by replacing
the polymer coating with metal. Unlike polymers, metals do not outgas in vacuum,
they do not ignite, and they lend themselves to mounting by soldering. When it comes
to harsh environments, metal-coated fibers also exhibit many attractive features.
Like carbon-coated ones, metal-coated fibers are protected against ingression of
water and hydrogen. Furthermore, metal coatings provide unsurpassed heat resistance;
fibers coated with aluminum or copper, for example, may sustain temperatures well
above 400 °C.
The coating process typically involves application from a melt
during fiber drawing, which adds a lot of complexity to the manufacturing process.
Metal-coated fibers commonly show high microbend losses, mainly arising from the
production process due to the mismatch in the thermal expansion coefficients of
silica and the metal. Nevertheless, metal-coated fibers are still justified as a
robust solution to fiber optic operation in harsh environments, particularly at
extreme temperatures where other coatings such as carbon/polymer cannot survive.
The significant advantages that fiber optic sensors hold over
more conventional ones are their distributed sensing and performance in extremely
harsh environments. However, only in recent years has this technology matured sufficiently
to find real field applications and to see steady growth in both standard and niche
applications. As the expansion of fiber optic sensor applications continues, the
affect on several business sectors will be significant.
Meet the authors
Saeed Rehman is vice president of business development at Fibertronix
AB, Hudiksvall, Sweden; e-mail: [email protected]; Lars Norin is senior scientist
at Acreo Fiberlab, also in Hudiksvall; e-mail: [email protected].