Laser technology and photovoltaics manufacturing make naturally happy partners. Lasers lend themselves well to the needs of PV development such as drilling, trenching, ablation, welding and doping.
Lasers may have been made for photovoltaics (PVs). Many of the materials used in PVs, such as silicon, metals and dielectrics, absorb laser light at the right wavelength; short-wave or pulsed lasers enable low optical and thermal penetration depth; fragile materials can be processed without contact; and, once the initial investment is made, high production rates can make laser technology highly cost-effective.
But the story doesn’t end there. The potential for further laser development in PV manufacturing is high, with many solutions currently in testing phase or recently transferred to industry.
A few major headline grabbers of the moment include tailoring of the temporal shape of the laser pulse to obtain faster and cleaner processes, contact-free laser printing and the use of short pulses.
In many of the process steps required for novel solar cell architectures, the use of the laser is unavoidable: for instance, for the drilling of holes for metal wrap through crystalline solar cells. In others, however, a laser must compete with existing manufacturing technologies. Examples of such competition include selective emitter and edge isolation, both of which could be realized using nonlaser approaches.
Because the architecture of crystalline solar cells is continuously evolving, laser manufacturers must follow solar cell manufacturer road maps to identify the business opportunities for laser technologies, sometimes with only a short window of time.
“In fact, some of the well-established laser processes, such as laser edge isolation, could be replaced in the future by other, even more complex, approaches, such as one-sided wet etching, which is more compatible with novel cell architectures providing higher cell efficiencies,” said Milan Rosina, technology and market analyst at Yole Développement, a market research and strategic consulting company in Lyon, France.
Although laser technology has been continuously improved and successfully used in several manufacturing steps, the advantage of using lasers is now more in an incremental cell-efficiency increase or progressive simplification in some of the processing steps than in a considerable improvement.
Contact-free laser printing
That being said, there are a couple of potential game changers that could channel PV manufacturing into new directions.
Although screen-printing techniques are the mainstream technology for today’s solar cell metallization, Rosina said they will become incompatible with thinner wafers in the near future and will be replaced by a kind of noncontact technique more adapted for the handling of fragile wafers.
These techniques, such as plating, ink-jet and contact-free laser printing, still have a low throughput compared with screen printing, but their performances are continuously improving. For example, the contact-free laser transfer printing (LTP) process developed by BASF SE of Ludwigshafen and Aurentum aurentum Innovationstechnologien GmbH of Mainz, both in Germany, could be particularly adapted for high-throughput metallization. LTP was designed by the Schmid Group of Freudenstadt, Germany.
“The contact-free laser printing could be considered as a hot candidate for a big change in the PV industry, because it could definitely allow using thinner wafers without increased breakage losses and potentially replace the traditional and proven screen-printing technology,” Rosina said. “Laser solutions may find their added value in the near future when thinner wafers and complex cell architectures will require noncontact and ‘digital’ processing.”
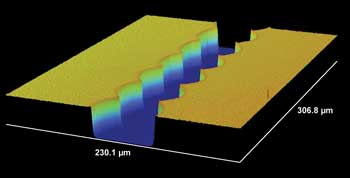
Manufacturers of thin-film solar cells often rely on three scribing processes – P1, P2 and P3 – to increase the operating voltage of the cells to useful values. Critical to the overall efficiency of the cells, the scribes’ yield in manufacture is an important factor in determining their cost.
In many thin-film manufacturing processes, laser scribing has become the preferred method; however, copper indium gallium selenide (CIGS) has proved unusually difficult to scribe with lasers, and mechanical scribing using a diamond needle is the most commonly used technique.
Sophisticated ultrafast lasers have been demonstrated recently as a potential solution, but cost could be a limiting factor here. Some CIGS manufacturers consider these lasers too expensive and not sufficiently robust for use in a 24/7 manufacturing environment.
Another new promising approach is the tailoring of the temporal shape of the laser pulse to obtain faster and cleaner processes. This means customizing the shape, height and width of the laser pulse nanosecond by nanosecond, independent of the repetition rate.
“Such tailored pulse lasers are enabling higher-quality P2 and P3 scribes on CIGS at lower cost than current mechanical scribing and could be integrated into solar scribing production systems in 2012,” Rosina said. “The US company ESI [Electro Scientific Industries Inc.] is currently testing this technology with several CIGS module manufacturers and scribing equipment makers.”
ESI is a leading supplier of innovative, laser-based manufacturing solutions for the microtechnology industry, with headquarters in Portland, Ore. The company has had promising initial results with the laser technology, which was acquired by purchasing startup PyroPhotonics Lasers Inc. of Montreal. The PyroFlex technology initially was brought in to assure its supply of the lasers for its memory business; however, ESI now is targeting the potentially far larger solar market.
Some advantages of laser scribing are thought to be: higher throughput than current needle scribing processes, elimination of the need to fix a scribing needle once it has dulled, and the potential for scribes to be spaced closer together, since no longer must space be left to allow for chipping.
ESI PyroPhotonics’ senior product manager Marco Guevremont explained that the PyroFlex 25 laser series combines the benefits of fiber laser technology with ESI’s tailored pulse capability, enabling a new generation of laser processing applications that lie beyond the capabilities of Q-switched and picosecond lasers.
Electro Scientific Industries Inc. is testing PV technology with several copper indium gallium selenide module manufacturers and scribing equipment makers. The PyroFlex 25 flexible pulsed laser can perform the P1 scribing process in the difficult case of two-layer molybdenum. Images courtesy of ESI.
“Available in the infrared or green, the PyroFlex 25 programmable tailored pulse fiber laser platform provides users with complete, individual control over the pulse parameters, including temporal width, energy and repetition rate,” he said. “It also provides fine and detailed control over precise pulse shape and complex pulse trains.”
Working with the US Department of Energy’s National Renewable Energy Laboratory and multiple CIGS manufacturers, ESI’s PyroFlex 25 has demonstrated the ability to produce clean P2 and P3 scribes with no melting of the CIGS at the sidewalls, leaving the molybdenum layer undamaged.
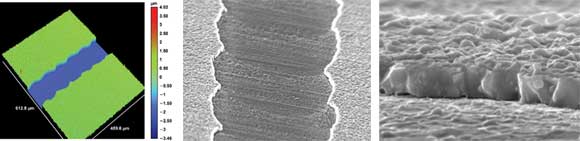
In the P3 scribing process, transparent conductive oxide/CIGS is ablated, leaving the molybdenum undamaged.
“This ability to remove material without melting, using pulses in the sub-10-ns range, is key to maximizing device yield on complex materials like CIGS – where preserving the crystalline phase is essential to electrical performance,” Guevremont said.
Additionally, the laser also can be used to perform the P1 scribe in the difficult case of two-layer molybdenum, whereas some other commercial laser scribe processes can scribe only single layers of the material.
Short pulses make short work of it
Another laser technology making its way into PV factories is the short nanosecond infrared pulsed fiber laser. This laser is attracting attention for CIGS P2 and P3 scribing, where it can be used in the selenium-boil-off process. This involves rapidly boiling the selenium using short laser pulses at the interface with the underlying molybdenum.
A drawback to this process is that, because many of the coatings used by CIGS vendors are nontransmissive in the infrared, this works with only a fraction of the CIGS vendors’ materials.
“Outside of this subset, the processing needs to be done using direct ablation with a green picosecond laser such as our Talisker product,” said David C. Clark, a product line manager at Coherent Inc. “Unfortunately, the costs of a tool with multiple picosecond lasers are rather prohibitive, and, as such, the direct ablation approach hasn’t really been accepted into production yet. But we have hopes that it will at some point.”
Speed, speed and more speed
Speed is the most challenging aspect that laser manufacturers must overcome because throughput and yield are the key to lower solar cell manufacturing costs, said Yole Développement’s Rosina.
For example, some laser processing steps, such as selective emitter formations, typically require two lasers to achieve the desired process speed. “To process emitter-wrap-through (EWT) cells, laser drilling speeds of approximately 10,000 holes per second (not available today by industrial lasers) is required. This is hindering the introduction of EWT cells into commercial production,” he said.
According to ESI PyroPhotonics’ Guevremont, the PyroFlex 25 recently demonstrated drilling speeds that meet industry requirements for the implementation of the EWT process with front-side-back-side PV cell manufacturers.
However, to increase laser processing speed, the requirements on laser pulse energy, accurate beam spot positioning, beam shape, beam energy time profile and reproducibility will become even more challenging.
“One of the main hindrances of laser manufacturing is the fact that the laser beam is usually performing very locally. But a solar cell is a large-surface electronic device, and, therefore, the surface treatments, such as laser texturing of solar wafers or EWT cell processing, remain costly and very time-consuming processes,” Rosina said. “On the other hand, the local (‘digital’) character of laser processing is required to realize specific features such as a locally doped profile for selective emitters or locally ablated dielectric layers.”
Therefore, a combined approach of transforming a high-energy, small laser beam spot into a desired form, such as a line or a series of lines, could prove very promising.