Ra’ef Mikhail, Edmund Optics
This is the first feature article in a series and discusses a variety of extracavity optical laser components and their importance to laser operation and laser beam delivery. The second article in the series, (“Not All Beams Are Created Equal,” July 2014) focuses on using beam expanders to manipulate the cross-sectional area of a laser beam or beam size.
Lasers are one of the most significant and prevalent inventions of the 20th century. They have created entire industries, optimized many processes and enabled thousands of applications ranging from CD players to nuclear fusion research. It is because of the laser that we have sophisticated flying vehicles and infinitesimally small microprocessors. Lasers have enabled eye surgeons to restore better than 20/20 vision to the weak-sighted, and have served as crucial tools in the field of internal medicine. If it weren’t for the development of lasers and fiber optics as the means of transmitting huge amounts of data in fractions of a second, the Internet and cellphones would not exist.
Lasers have been created in thousands of shapes and sizes to meet nearly limitless applications, but you can’t expect optimized performance by just picking a laser for use in an application. The optical components you select to manipulate and deliver laser illumination drive the overall performance of the system.
Selecting the right optical components for your application increases both productivity and reliability. Standard optical configurations exist, but it is important to understand that laser optic arrangements are not universal – and, in many cases, are unique to certain applications. Properly specifying optics can avoid unforeseen system failures and ensure the reliability and robustness of a laser system throughout its life span.
Laser specifications
Assuming that you’ve already selected the right laser system for your application and that you can build the necessary mechanical infrastructure, you still need to properly specify and choose the appropriate optical components. Here are a few laser specifications you need to consider: laser type and wavelength, pulse length or CW operation time, pulse repetition rate, desired polarization, and average and peak powers. You may also need to understand other attributes to determine whether you need additional accessories, such as various types of focusing heads and protective windows.
Understanding your application is vital when selecting optical components because, in most cases, these components influence system performance. For example, in cases where high laser-damage thresholds are required, sacrifices often must be made in optical or spectral performance to keep costs within system budgets. Most industrial laser applications will require extracavity or external laser optics in two main categories: beam manipulation and beam delivery.
Beam manipulation
In most cases, the beam exiting the laser will not have the size, shape or intensity profile needed for the application. The beam characteristics also might make it unsuitable for the beam delivery system, or the beam delivery system might introduce unacceptable distortion. Beam manipulation often is required to adjust or correct the laser beam attributes for the desired application.
Beam size
One method to manipulate the size of a laser beam is to use a beam expander. Beam expanders can be configured for fixed or variable magnification, to reduce divergence and preserve the wavefront quality of the beam. Typically, variable magnification is more difficult to implement than fixed magnification. Beam expanders also can be reversed to reduce the overall diameter of the beam.
Collimation and focusing modules are required for spatial filtering and preparing a suitable laser beam for delivery and materials processing. Appropriate optics efficiently collect diverging laser radiation – and enable diffraction-limited focusing – that can increase the energy density by more than 10,000 times. Focusing is crucial in laser welding applications, where maximum throughput is required for fast, efficient and robust welding. Figure 1 illustrates an air-spaced triplet used for laser collimation. The triplet provides diffraction-limited performance.
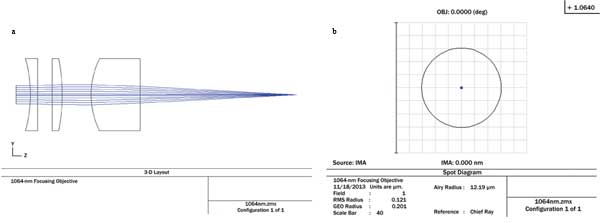
Figure 1. (a) A 1064-nm air-spaced triplet for focusing from Edmund Optics. (b) The nominal spot diagram with a geometric radius smaller than the Airy disc radius of 12.19 µm. Photo courtesy of Edmund Optics.
Beam intensity profile and shape
Most lasers emit beams with a spatial intensity profile that is well approximated by a Gaussian function. These lasers are considered to be operating at the fundamental transverse mode, or TEM00.1 Controlling the intensity profile, or form, of the laser beam is crucial for applications such as laser drilling and micromachining, and for other situations where a high-power Gaussian intensity profile is far from ideal.
Flattop beam shaping is a solution to avoiding Gaussian hot spots and wasted peripheral energy. Transforming the beam to a uniform flattop intensity profile allows for clean edges in drilling and cutting applications. Diffractive methods of beam shaping are generally more affordable but incur more energy loss and lead to more divergence than refractive solutions. Figure 2 shows a Gaussian beam transformed into a flattop beam profile.
Some specialized applications require circular polarization modules allowing for equal electric field distributions on both perpendicular axes. This is generally required for ionizing ablation of exotic materials.
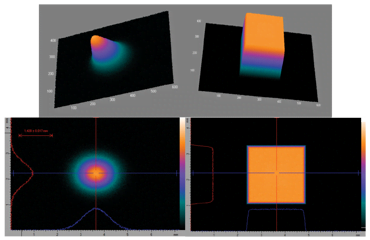
Figure 2. Intensity profiles of a TEM00 Gaussian beam vs. a flattop beam. The flattop beam has sharp intensity cutoffs for applications including clean cutting and drilling. Photo courtesy of Wavelength-Tech.
There are other unique examples that manipulate the intensity profile with complex patterns for etching and engraving with a single exposure, such as interference lithography for creating surface microstructures on optical surfaces.2
In many cases, the beam shape must be adjusted while maintaining the intensity profile – for example, converting an elliptical Gaussian beam to a circular Gaussian beam, or cleaning spatial fluctuations and noise from the laser beam.
When eliminating undesirable transverse noise is the goal, spatial filters are often the right choice. Spatial filters consist of a focusing objective and an aperture and are found in most laser systems. However, as common as they are, they’re generally unique for each application.3 As in most optical configurations, there are performance trade-offs between different combinations of the focusing objective and pinhole. The larger the pinhole, the more beam energy is transmitted, but the less noise is filtered; vice versa for a smaller pinhole.
Laser diodes naturally emit elliptical beam shapes, but many applications require a circular beam shape. Anamorphic prisms can be used to correct for these or other astigmatic beam shapes.
Today’s nonsequential computer modeling and advanced manufacturing platforms have enabled the design and manufacture of many optical components to manipulate beam shape and intensity profiles. Powell lenses convert Gaussian beams to single uniform lines, while axicons convert them to circular annuli.
Beam delivery
Beam delivery systems are fundamental for laser systems, as they are required to safely deliver high power to the target while maintaining high repeatability and reliability. Different applications require varying levels of accuracy, precision and degrees of freedom.4
Beam delivery systems are separated into two main categories: transmissive and reflective systems.4
Transmissive delivery systems
Transmissive beam delivery systems are growing in popularity. Fiber optic technology now offers a high degree of polarization control along with high optical power transmission. It has become the preferred method of transmissive delivery coupled with articulating robotic arms.
Fiber optics allow for flexible power delivery to your target. They are more commonly used with shorter-wavelength lasers, less than 1100 nm, to avoid heat absorption in the glass, which occurs at longer wavelengths. However, fiber optics require excellent coupling optics for focusing and collimating into and out of the beam, respectively, and also incur more power loss the farther the light travels in the medium.
F-Theta scanning lenses are used to provide a flat field at the target – i.e., they have a single common focal 2-D plane (Figure 3). This is especially important in scanning and engraving applications where high-power lasers and a set of rotating mirrors known as galvanometers are used to scan across a given field. Telecentric f-Theta lenses are similar to f-Theta lenses, but they focus the laser beam perpendicular to the target at any given field position, eliminating inconsistencies associated with nonflat surfaces.
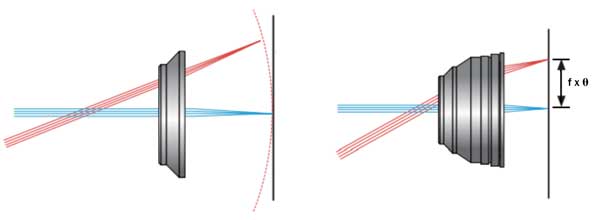
Figure 3. (a) Apparent field curvature induced with a singlet. (b) Flat field at the target provided by an f-Theta lens. Photo courtesy of Edmund Optics.
Reflective delivery systems
Reflective beam delivery, also known as free-space delivery, is a very common method of beam delivery. Reflective beam delivery systems can be used for all wavelengths, allow light to travel longer distances with minimal losses and can be more easily manipulated. For applications that don’t require the articulating movement of fiber optic beam delivery, a wide range of optical components can be used to direct the laser beams coupled with Cartesian gantry robots. Typical components are focusing objectives, dielectric mirrors and beamsplitters.
Reflective metallic microscope objectives are commonly used for applications that require superior focusing, especially in wavelengths longer than 1064 nm. With no chromatic aberration or bulk material absorption, reflective microscope objectives maintain both focus and high transmission for a broad spectral range.
Dielectric mirrors, usually designed to be highly reflective (greater than 99.9 percent reflectivity at the design wavelength), reflect and redirect light wherever needed. Additionally, these mirrors can maintain high laser-damage thresholds and can be mounted stress-free on kinematic mounts to provide angular movement. Besides dielectric mirrors, right-angle prisms also can be used for reflecting laser radiation at 90º. Metallic mirrors offer broader spectral reflection and angles of incidence, but they have significantly lower laser-damage thresholds when compared with dielectric mirrors.
Beamsplitters have multiple functions in laser systems, such as duplicating a laser beam for simultaneous parallel materials processing or picking off a small portion of the beam for diagnostics and monitoring. When combined with electro-optics, polarizing beamsplitters can be used as optical switches to control light flow.
Industrial laser systems often use a combination of the components listed above. However, certain applications require many optical components, sometimes so many that the output power is decreased to less than half of the input power; e.g., the lithographic process used to manufacture computer processing units requires an optical train that can include more than 25 components to manipulate and deliver the laser beam. Because high loss of light can occur from all the elements, very high power lasers are used. High-power lasers can generate a lot of heat and introduce safety concerns, which can be addressed by planning the mechanical infrastructure concurrently when selecting the optics and the laser.
Mechanical infrastructure
To construct an efficient and safe manufacturing environment, certain mechanical infrastructures should be considered.
Cooling systems, whether air or liquid cooled, are generally required for high-power lasers as well as the optical components. Articulating arms and wrists, with internal optical components, are used to deliver a beam to a target. Autofocus mechanisms are required for most systems – either with a plunger that touches the target and withdraws a given distance, or with capacitive sensors that gauge the distance between a target and cutting head. Capacitive systems allow for dynamic focusing throughout the process; vision systems are often used for in situ monitoring. Gas assist can be used to supplement inert gases for combustible materials. Protective windows are used as disposable optical components to protect other expensive components from debris.
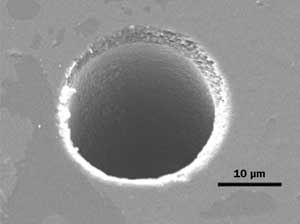
Figure 4. Femtosecond laser micromachining drilling a 20-µm-diameter hole in a single crystal diamond. Photo courtesy of IMRA America Inc.
New technology
New lasers with different wavelengths and shorter pulse widths are being commercialized every day, introducing techniques that enable industrial materials processing. For example, femtosecond lasers are the talked-about laser technology of the decade; they have enabled many new techniques as options for processing materials whose hardness previously required overexposure and subsequent damage. Figure 4 shows the cleanliness of a 20-µm-diameter hole in a single crystal diamond drilled by femtosecond lasers.
Ultrashort femtosecond pulses (~10 to 15 s) allow for material modification with virtually no heat effects, enabling scientists to penetrate living cells without killing them.5 Figure 5 demonstrates the side effects of materials processing with a long laser pulse as compared with an ultrashort laser pulse.
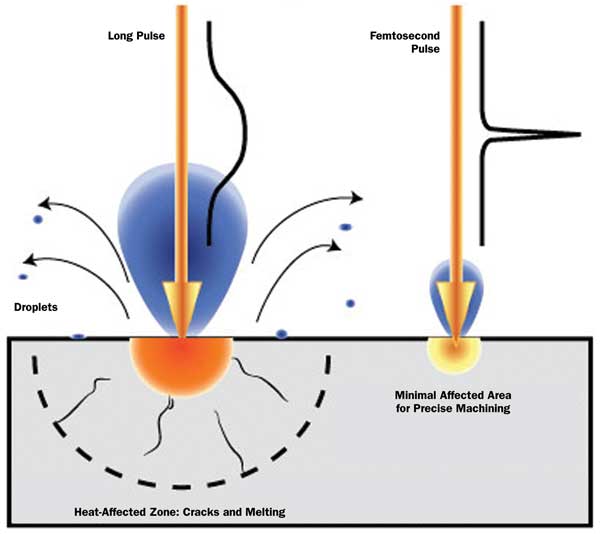
Figure 5. Materials processing side effects of a long laser pulse vs. an ultrashort femtosecond pulse. Photo courtesy of IMRA America Inc.
But with new laser technologies come new and exciting challenges for the development of laser optics. For example, because short pulse lengths imply broad spectral ranges, the wavelengths in the ultrashort laser pulses experience different velocities, and therefore the wavelengths arrive at separate times, broadening the pulse, known as group velocity dispersion.3 These effects have to be considered when specifying, designing and integrating optical components for ultrafast lasers.
Meet the author
Ra’ef Mikhail is an optical engineer at Edmund Optics in Barrington, N.J.; email: [email protected].
References
1. A. Siegman (1986). Lasers. Vol. 1. Miller/Scheier Associates, Palo Alto, Calif., pp. 43-49, 663-674.
2. TelAztec (2013). Technology. www.telaztec.com/technology.html.
3. E. Hecht (2002). Optics. Edition 4. Pearson Education, San Francisco.
4. G. Haas (April 1998). Beam delivery basics. Ind Las Rev. www.haaslti.com/pdf/laser-beam-delivery-basics.pdf.
5. IMRA (2013). Applications. www.imra.com/applications.