Recent laser advances are bringing benefits to manufacturing applications involving drilling, cutting and welding. More powerful diode lasers could, in the future, do more of these jobs directly, instead of being used to pump another material. The use of steering mirrors promises to speed up welding and other applications. Such innovations look to enable systems to become more powerful, simpler, more robust and less costly.
Products from Trumpf are involved in drilling, cutting, welding and other manufacturing applications, said Tracey Ryba, product manager for OEM lasers at the company’s operations in Plymouth, Mich. Trumpf makes laser systems based on different technologies, ranging from 16-kW continuous-wave to 10-W pulsed lasers.
Years ago, metals processing would have been done using a 10-µm-wavelength CO2 laser. The advent of robust, high-power and low-operating-cost diode-pumped solid-state disk and fiber lasers shifted manufacturing to a micron wavelength, which such lasers could easily produce. The shorter wavelength does lead to more welding splatter, but that is fixed through processing and fixturing, according to Ryba.
Wavelengths are now being pushed a bit lower, down to the mid-900-nm range, he said. “These wavelengths react a little bit better with aluminum, copper and brass.”

A diode laser welds aluminum. Using the appropriate wavelength can reduce reflection and improve the process. Photo courtesy of Laserline.
The ability to work with aluminum is particularly important in automobile manufacturing, where the material is being used more frequently to help automakers get weight out without sacrificing strength – something that must be done to meet increasingly stringent fuel-economy regulations. This need also drives the use of nonmetals, such as plastics and composites.
It’s important to match the wavelength to the material being processed. In the case of aluminum, using a mid-900-nm beam reduces reflection.
Just as important is matching the beam size to the job at hand. This can be done with some Trumpf products by using fibers of different diameters, which can be swapped in and out.
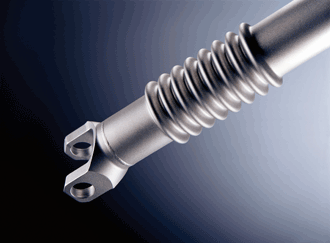
Aluminum is being widely adopted as a way to improve car fuel economy, and lasers are being used to weld
such parts. Photo courtesy of Trumpf.
For cutting, it’s best to have a relatively narrow beam, around 50-200 µm in size, said Ryba. When welding, the beam should be larger, with a spot size running 200-600 µm. Brazing, which is the joining of two parts by soldering with an alloy such as bronze at high temperature, works best with a spot size of a millimeter or larger.
When the beam’s wavelength and size are tuned to the job, lasers offer capabilities not possible with other materials-processing techniques. For instance, joining dissimilar materials like metal and plastics together is difficult. “Lasers can sometimes be helpful there with the combination of an extremely high peak power from a picosecond laser and a large spot size from a diode laser,” Ryba said.
Likewise, lasers can cut press-hardened steel, a boron-containing alloy that is processed to make it extremely hard. Conventional mechanical tooling has difficulty cutting and trimming such parts. Laser cutting, on the other hand, is not impacted by the alloy’s hardness.
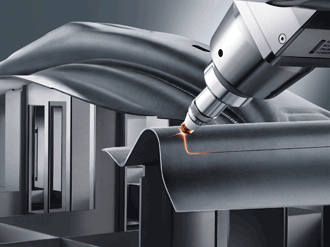
A laser cuts a steel beam. Lasers offer the ability to perform precision cutting and trimming of material that can be challenging for mechanical techniques. Photo courtesy of Trumpf.
The use of lasers in the mid-900-nm range illustrates another important point. That is the wavelength of a diode laser; due to their increasing power, such lasers are being employed more and more often directly for materials processing. Before, a system might consist of a diode pumping an optical gain material found in a disk or fiber. Now, cutting, welding and drilling can increasingly be done with a simpler system consisting of a diode laser alone and no gain material. In the future, more and more applications will be handled by a diode laser, according to Ryba.
One company that has staked out a place in the high-power diode laser market is Laserline GmbH, which has a U.S. subsidiary based in Santa Clara, Calif. “We design high-power lasers, starting at 500 W [of] output power. We recently increased the power level of our standard product portfolio to 25 kW. The technology has the potential for up to 40 kW,” said Wolfgang Todt, vice president of U.S. operations.
Hitting the high end of the power range is done by coupling a number of diode stacks. All of the company’s diode laser products are based on patented technology, with diode output overlaid to create a single beam that is coupled into an optical fiber to be sent through working optics and to the workpiece. The result is a very stable output, according to Todt.
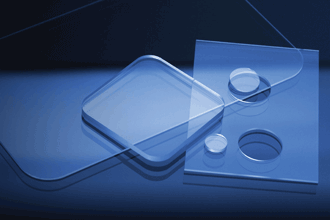
Increasingly, lasers cut brittle and transparent materials, such as these. Photo courtesy of Rofin-Baasel.
Diode lasers offer advantages over other technologies, he noted. For one thing, they are more efficient, converting 45 to 50 percent of electricity from a wall plug into photon energy in a beam. In contrast, other laser technologies that depend upon pumping may be a third to a half lower in wall-plug efficiency. Depending upon the efficiency gain, the savings in electricity generated by switching from an older technology to a diode laser could pay off quickly.
The other advantage that diode lasers offer is found in the beam profile. Unlike the very intense center spot produced by other technologies, diode lasers naturally generate a top-hat profile. That is, the cross-section profile of the beam intensity rapidly climbs from nothing to a maximum, where it remains until it drops off rapidly to zero again.
“The beam as it comes out of the diode could be square or round. That has advantages right from the get-go,” Todt said.
One advantage is that the distribution results in a broad output at the working end. This type of flat profile is particularly well suited to welding and brazing, as well as heat-treating a surface to harden it or to coat it with another material.
Diode lasers can be used in remote welding, in which a mirror capable of fast movement directs the beam to desired welding spots. The benefit of such an approach is that movement of the beam then becomes very rapid because what is being adjusted is a small mirror, which can be positioned much more quickly than a bulky robotic arm. What’s more, depending upon the length of the optical path, those mirror movements may be only a small fraction of the distance between the welding spots. Consequently, the time to index between spots is much less, and throughput is increased.
As for the future, diode laser beam quality and power levels are improving, Todt indicated. For instance, a kilowatt used to be the maximum output in a Laserline product, but now 4 or 5 kW is routinely possible. This increasing power could make the laser technology a stronger contender in drilling and cutting, applications where peak intensity is often an important factor.

Diode laser heads assembled in a cleanroom. Because of increasing power and beam quality, diode lasers are being used directly for more and more materials processing. Photo courtesy of Laserline.
Finally, drilling, cutting and welding applications more and more often involve microscale parts, with typical thickness ranges of between 0.01 and 1 mm. Because of this, lasers are being pushed toward shorter pulse widths, according to Roland Mayerhofer, innovation manager at Rofin-Baasel Lasertech GmbH of Starnberg, Germany. The company makes a range of lasers that produce beams in the ultraviolet, visible, near-IR and IR.
Employing the right laser technology offers significant pluses, Mayerhofer noted. For instance, femtosecond-pulse-width laser systems can cut stents in such a way that surface roughness is reduced and there are no burrs, thereby minimizing post-processing. What’s more, use of ultrafast pulses minimizes heating of surrounding material, perhaps making it possible to work with bioabsorbable polymers. Such polymers have melting points as low as 170 °C, placing a premium on processing techniques with minimal heating. Because of the shortness of the pulses, ultrafast lasers create minuscule heat zones.
Another area of growth is in the processing of visibly transparent materials, such as glass, sapphire and plastics. Since polymers have varying absorption throughout the visible and near-IR, tuning the laser wavelength so as to maximize the beam interaction with the material seems advantageous. But, experience with plastic welding has shown that dialing in to a specific wavelength can be problematic.
“The composition of polymers from batch to batch is not 100 percent constant. Just buying additives from a different supplier may change the absorption behavior significantly,” Mayerhofer said.
Therefore, instead of zeroing in on a wavelength that may work now but not in the future, it’s best to cover a spectral range that will work all the time, he indicated. That is one reason why Rofin is developing products using its existing wavelength portfolio, as doing so offers its customers a wide process window.
These products are also being developed while keeping in mind parameters critical to any industrial user who wants lasers for drilling, cutting and welding. These principles apply to any technology.
“For industrial use of lasers, generally customers try to keep it simple, robust and inexpensive,” Mayerhofer noted.