DANIEL ACHENBACH AND VICTOR MATYLITSKY, SPECTRA-PHYSICS INC.
In the more than two decades since a team of researchers from the Center for Ultrafast Optical Science at the University of Michigan first demonstrated the use of a femtosecond laser for micromachining1, this technology has clearly made its evolutionary step from scientific equipment to a reliable tool for industrial manufacturers. With their ability to process any material with a minimal amount of heat-affected zones (HAZ), femtosecond lasers are being considered for a growing list of micromachining applications.
The short pulse duration of femtosecond lasers enables materials processing with cold ablation, and the optional second harmonic allows smaller features or higher ablation rates. Such short pulse durations, along with higher energies and lower costs, are helping femtosecond lasers produce the next generation of medical implants, make smartphone glass covers more durable and improve the fuel efficiency of automobiles through the drilling of gasoline injector nozzles.
Stent cutting
The manufacturing of stents requires machining of small feature sizes down to a few micrometers with an edge quality that does not show burring, melting and recast. In addition, heat deposition in the material results in a HAZ bordering the cut edges. Within the HAZ, material properties or composition are altered. Consequently, cleaning, deburring, etching and final polishing are routinely employed to bring the stent’s surface properties to the level and consistency required for implantable devices. Some of these post-processing steps could be avoided by fabricating stents with femtosecond lasers (Figure 1).
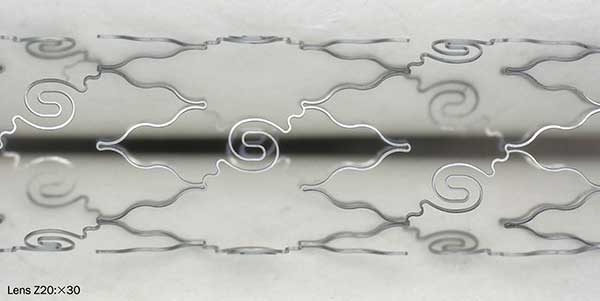
Figure 1. Metal alloy stent made of nitinol machined by femtosecond laser. Courtesy of Spectra-Physics Inc.
A new generation of implants are biodegradable stents made of bioabsorbable polymer tube materials (Figure 2). These materials are very sensitive to induced heat, as the melting temperature is usually below 200 °C. Because of the low melting point of the bioabsorbable polymers, application of a high average power femtosecond laser for machining of bioabsorbable materials would lead to the formation of HAZ along of the cutting edge.
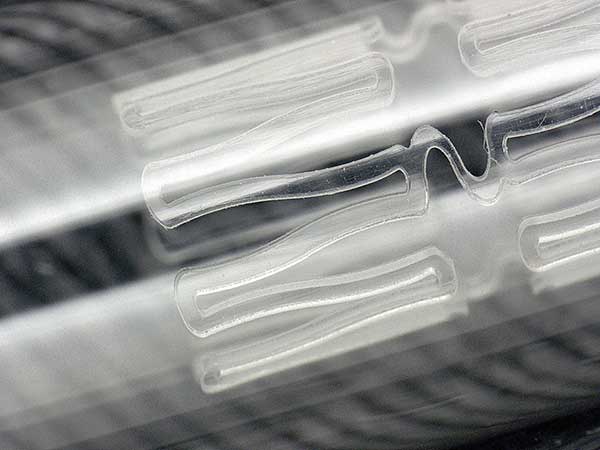
Figure 2. Polymer stent made of PLLA (polylacitide) machined with femtosecond laser. Courtesy of Spectra-Physics Inc.
On the other hand, the cutting speed can be increased by using a high pulse energy femtosecond laser without affecting the quality of the cut. An additional boost in throughput can be obtained by using laser pulses at shorter wavelengths. Upon application of these laser pulses, laser energy can be used more efficiently for ablation of transparent materials. For example, by applying laser pulses at 520 nm, the speed of athermal cutting is at least a factor of two higher in comparison with the results obtained by using laser pulses at 1040 nm (Figure 3).
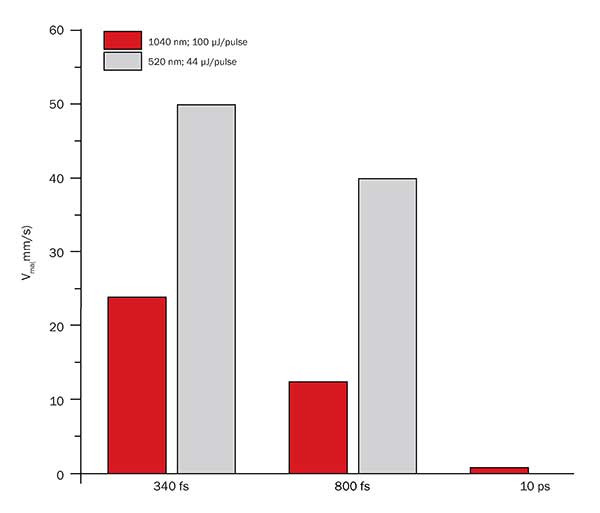
Figure 3. Cutting speed for PLLA processed with Spirit laser depending on pulse duration and wavelength. Courtesy of Spectra-Physics Inc.
By choosing the optimal process parameters — pulse energy, repetition rate, pulse overlap and wavelength — and adding assist gas, the cutting speed of up to 50 mm/sec could be demonstrated in application tests.
An important factor for good process quality is the pulse duration. The series of application tests have shown that HAZ is already increased by moving from 400 fs to 800 fs. A further increase to 10 ps results in low cutting speed (Figure 3) and large melting zones. Machining of medical devices is a good example for a process that requires an ultrafast laser with short pulse duration (less than 400 fs) and high pulse energy.
Cutting of transparent, brittle materials
Recently, femtosecond lasers have become popular tools for machining transparent, brittle materials, as the ability of cold ablation promises process results with minimum amount of chipping and micro-cracks. Cutting of chemically strengthened and nonstrengthened glass for cover glasses for mobile electronic devices is a primary market driver. Application of femtosecond lasers can result in high cut quality — defined by the average roughness of the cross-section — directly after the cutting process to save post-processing steps that have been necessary after a mechanical cut. The very high cutting quality also leads to extremely high bending strength.
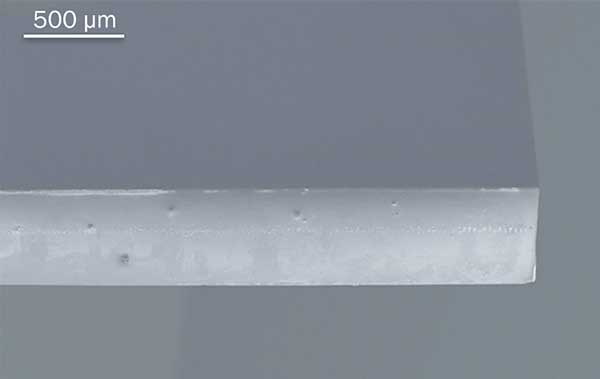
Figure 4. Example of straight line cut in chemically strengthened Gorilla Glass from Corning. Courtesy of Spectra-Physics Inc.
Although glass is transparent for near-infrared and visible wavelengths, femtosecond pulses can interact with this matter, if the laser beam is focused tightly enough. The high peak intensity of femtosecond lasers enables nonlinear absorption inside of transparent materials. Microdamage can be induced inside the bulk material, causing crack propagation along the cutting pass.
Excellent bending strength with minimal chipping occurs with Spectra-Physics Inc.’s patent pending ClearShape process that uses a femtosecond Spirit laser with a moderate output power of 4 W with 40 µJ at 1040 nm (Figures 4 and 5).
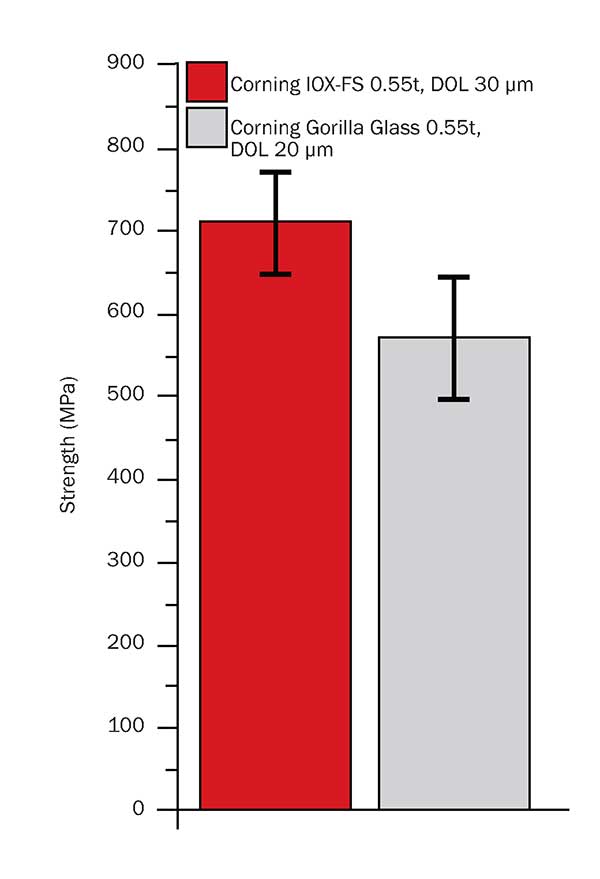
Figure 5. Results of four-point bending tests for chemically strengthened glasses from Corning (right) obtained using the ClearShape process with a Spirit femtosecond laser. Courtesy of Spectra-Physics Inc.
To achieve the controllable cleaving along the curvilinear cut, a multiscan cut is often needed. The larger number of scan passes along the cutting path decreases the effective cutting speed. The availability of femtosecond lasers with more than 100-µJ pulse energy and special multifoci optics now enable simultaneous modification of four layers, resulting in four-times-faster cutting speeds.
Nozzle drilling
Femtosecond lasers’ high precision and excellent process quality is ideal for drilling gasoline injector nozzles. To achieve a high-efficiency engine, the method of injecting gasoline or diesel into the combustion chamber is very important. The more homogenously the fuel is sprayed into the chamber, the more efficiently the fuel can be used to run the engine. By optimizing the spray pattern inside the chamber, the engine’s efficiency can be increased, resulting in reduced fuel consumption.
The spray pattern depends on the injection pressure, but also on the geometry and sidewall quality of the nozzle holes. Hence, these holes must have very smooth walls post-drilling. Historically, these tiny and high aspect ratio holes with 150- to 250-µm diameters have been drilled by electron discharge machining (EDM). Until a few years ago, femtosecond lasers could not yet provide the industrial reliability and the essential pricing to be competitive with the traditional EDM method. However femtosecond lasers have now reached levels of reliability and pricing so that they can be dependably used in automotive production.
The process of drilling small, high aspect ratio holes with excellent surface quality requires ultrafast lasers with high energy pulses of 80 µJ or more at ultrashort pulse durations. The latest experiments have shown a large quality increase by reducing the pulse duration from approximately 10 ps down to less than 400 fs (Figure 6). For the drilling of very narrow holes, higher pulse energies at lower repetition rates is more beneficial than higher output powers and higher repetition rates. Too many pulses per second or too much average power would result in HAZ that inhibits a smooth machined surface. Therefore, an average output power of 10 W is suitable for the gasoline nozzle drilling process. For drilling holes with high aspect ratio, a shorter wavelength, such as the second harmonic of a ytterbium-based laser at around 520 nm, is beneficial. The advantages are a smaller focus spot size and a larger Rayleigh length. This enables higher aspect ratios in the drilling process.
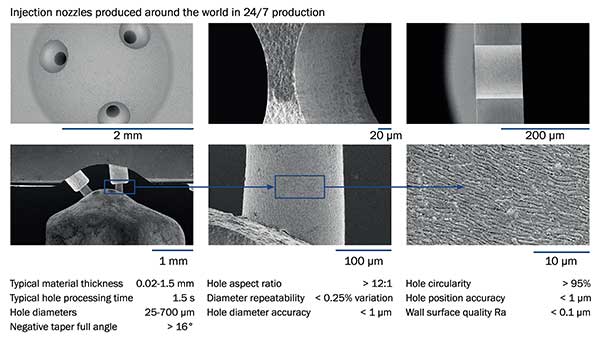
Figure 6. Samples of injection nozzles processed with the ARGES GmbH Precession Elephant scanner and femtosecond laser. Courtesy of ARGES GmbH.
Beside the sidewall roughness, the edge quality and geometry of the nozzle hole’s exit to the combustion chamber is even more important. The fuel spray pattern strongly depends on the geometrical form of the transition area between the nozzle holes and the chamber. A 90° edge will not provide the most homogenous distribution of the fuel. To optimize the injection process, the drilling procedure needs additional degrees of freedom to generate an edge geometry different from 90°. For the laser drilling process it is necessary to tilt the beam by a few degrees to the perpendicular of the nozzle surface. This will also have the advantage that the workpiece does not need to be moved during the whole drilling process.
For this advanced drilling application, a special galvo scanner with precession technology is necessary. Successful results were demonstrated with ARGES GmbH’s Precession Elephant scanners (Figure 7) that are already used in automotive production at most injection nozzle manufacturers. Because of the excellent quality and repeatability, the traditional EDM method is mostly replaced by this laser scanning technology. Importantly, the controllable hole taper helped increase the fuel efficiency by up to 20 percent in modern engines.

Figure 7. ARGES’ Precession Elephant scanner. Courtesy of ARGES GmbH.
The implementation of the laser drilling process for diesel nozzles is the next development step. Diesel nozzles have a higher wall thickness, as the injection pressure in diesel engines is much higher than in gasoline engines. Consequently, holes with even higher aspect ratios need to be drilled. For this application, ultrafast lasers with pulse energies >40 µJ at wavelengths in the visible range (e.g., 510 to 530 nm) will be necessary to substitute for conventional EDM methods.
Femto’s future
In the coming years, femtosecond lasers will continue to improve in cost-performance, resulting in their application in new market segments, as lasers become even more competitive to mechanical machining methods. Femtosecond lasers will provide higher average power and pulse energies for higher throughput, whereas the pulse duration has already reached its sweet spot for most applications.
Meet the authors
Daniel Achenbach is the product manager for femtosecond amplifiers at Spectra-Physics Inc. in Rankweil, Austria; email: [email protected]. Victor Matylitsky is the business development manager for ultrafast laser applications at Spectra-Physics in Rankweil, Austria; email: [email protected].
Acknowledgments
The authors would like to thank our application expert, Frank Hendricks, for his research work on machining of polymer stents and brittle materials. We also thank our partners at ARGES GmbH for collaborating with us in the drilling applications.
Reference
11. R.R. Gattass (2008). Femtosecond laser micromachining in transparent materials. Nat Photonics, Vol. 2, pp. 219-225.